正在加载图片...
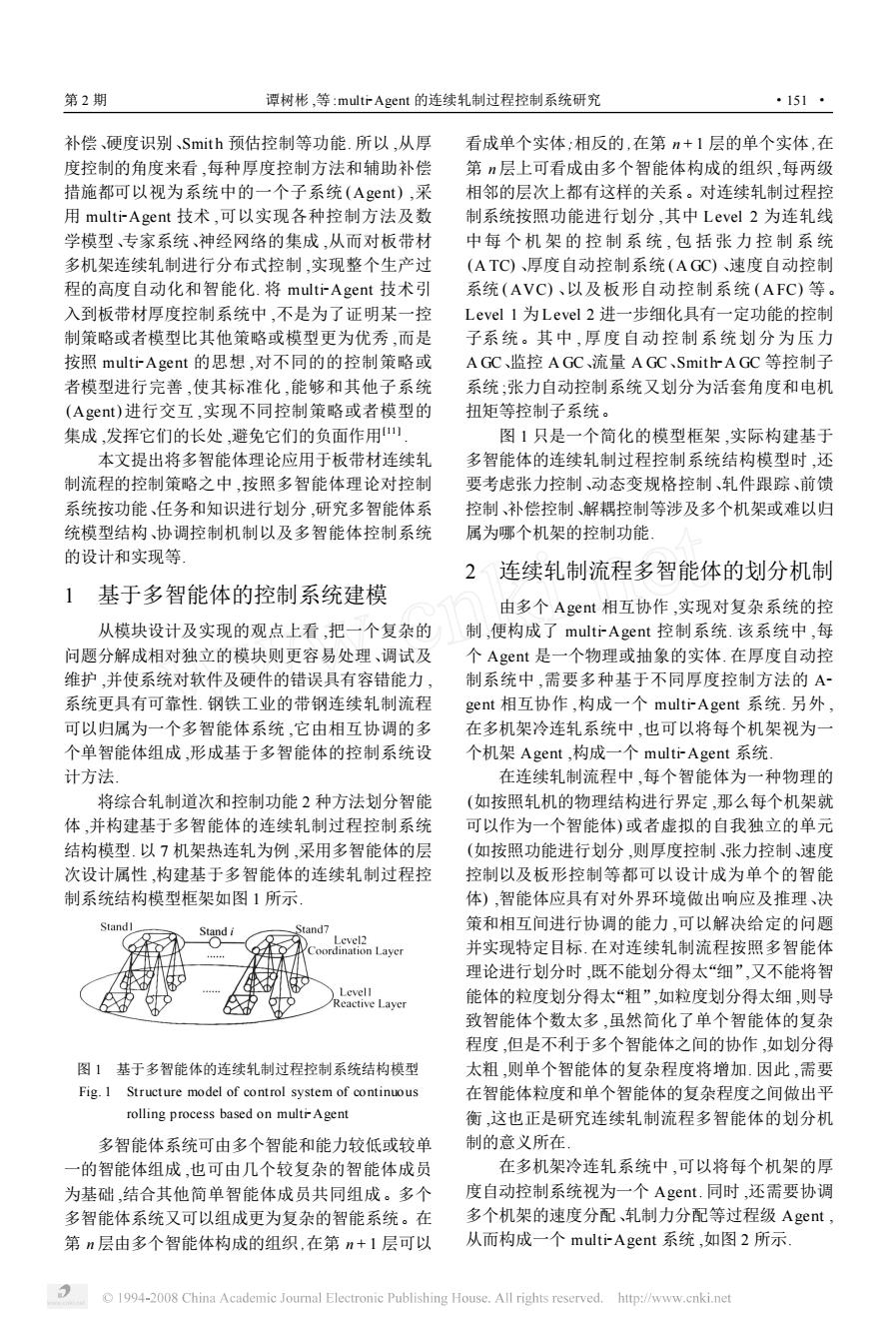
第2期 谭树彬,等:multi-Agent的连续轧制过程控制系统研究 ·151· 补偿、硬度识别、Smith预估控制等功能.所以,从厚 看成单个实体:相反的,在第n+1层的单个实体,在 度控制的角度来看,每种厚度控制方法和辅助补偿 第n层上可看成由多个智能体构成的组织,每两级 措施都可以视为系统中的一个子系统(Agent),采 相邻的层次上都有这样的关系。对连续轧制过程控 用multi-Agent技术,可以实现各种控制方法及数 制系统按照功能进行划分,其中Level2为连轧线 学模型、专家系统、神经网络的集成,从而对板带材 中每个机架的控制系统,包括张力控制系统 多机架连续轧制进行分布式控制,实现整个生产过 (ATC)、厚度自动控制系统(AGC)、速度自动控制 程的高度自动化和智能化.将multi-Agent技术引 系统(AVC)、以及板形自动控制系统(AFC)等。 入到板带材厚度控制系统中,不是为了证明某一控 Level1为Level2进一步细化具有一定功能的控制 制策略或者模型比其他策略或模型更为优秀,而是 子系统。其中,厚度自动控制系统划分为压力 按照multi-Agent的思想,对不同的的控制策略或 AGC、监控AGC、流量AGC、SmithA GC等控制子 者模型进行完善,使其标准化,能够和其他子系统 系统;张力自动控制系统又划分为活套角度和电机 (Agent)进行交互,实现不同控制策略或者模型的 扭矩等控制子系统。 集成,发挥它们的长处,避免它们的负面作用四 图1只是一个简化的模型框架,实际构建基于 本文提出将多智能体理论应用于板带材连续轧 多智能体的连续轧制过程控制系统结构模型时,还 制流程的控制策略之中,按照多智能体理论对控制 要考虑张力控制、动态变规格控制、轧件跟踪、前馈 系统按功能、任务和知识进行划分,研究多智能体系 控制、补偿控制、解耦控制等涉及多个机架或难以归 统模型结构、协调控制机制以及多智能体控制系统 属为哪个机架的控制功能 的设计和实现等 2 连续轧制流程多智能体的划分机制 1基于多智能体的控制系统建模 由多个Agent相互协作,实现对复杂系统的控 从模块设计及实现的观点上看,把一个复杂的 制,便构成了multi-Agent控制系统.该系统中,每 问题分解成相对独立的模块则更容易处理、调试及 个Aget是一个物理或抽象的实体.在厚度自动控 维护,并使系统对软件及硬件的错误具有容错能力, 制系统中,需要多种基于不同厚度控制方法的A 系统更具有可靠性.钢铁工业的带钢连续轧制流程 gent相互协作,构成一个multi-Agent系统.另外 可以归属为一个多智能体系统,它由相互协调的多 在多机架冷连轧系统中,也可以将每个机架视为一 个单智能体组成,形成基于多智能体的控制系统设 个机架Agent,构成一个multi-Agent系统, 计方法。 在连续轧制流程中,每个智能体为一种物理的 将综合轧制道次和控制功能2种方法划分智能 (如按照轧机的物理结构进行界定,那么每个机架就 体,并构建基于多智能体的连续轧制过程控制系统 可以作为一个智能体)或者虚拟的自我独立的单元 结构模型.以7机架热连轧为例,采用多智能体的层 (如按照功能进行划分,则厚度控制、张力控制、速度 次设计属性,构建基于多智能体的连续轧制过程控 控制以及板形控制等都可以设计成为单个的智能 制系统结构模型框架如图1所示 体),智能体应具有对外界环境做出响应及推理、决 nd Stand7 策和相互间进行协调的能力,可以解决给定的问题 Level2 oordination Layer 并实现特定目标.在对连续轧制流程按照多智能体 理论进行划分时,既不能划分得太“细”,又不能将智 Levell Reactive Layer 能体的粒度划分得太“粗”,如粒度划分得太细,则导 致智能体个数太多,虽然简化了单个智能体的复杂 程度,但是不利于多个智能体之间的协作,如划分得 图1基于多智能体的连续轧制过程控制系统结构模型 太粗,则单个智能体的复杂程度将增加.因此,需要 Fig.I Structure model of control system of continuous 在智能体粒度和单个智能体的复杂程度之间做出平 rolling process based on multiAgent 衡,这也正是研究连续轧制流程多智能体的划分机 多智能体系统可由多个智能和能力较低或较单 制的意义所在 一的智能体组成,也可由几个较复杂的智能体成员 在多机架冷连轧系统中,可以将每个机架的厚 为基础,结合其他简单智能体成员共同组成。多个 度自动控制系统视为一个Agent.同时,还需要协调 多智能体系统又可以组成更为复杂的智能系统。在 多个机架的速度分配、轧制力分配等过程级Agent, 第n层由多个智能体构成的组织,在第n+1层可以 从而构成一个multi-Agent系统,如图2所示. 1994-2008 China Academic Journal Electronic Publishing House.All rights reserved. http://www.cnki.net补偿、硬度识别、Smit h 预估控制等功能. 所以 ,从厚 度控制的角度来看 ,每种厚度控制方法和辅助补偿 措施都可以视为系统中的一个子系统 (Agent) ,采 用 multi2Agent 技术 ,可以实现各种控制方法及数 学模型、专家系统、神经网络的集成 ,从而对板带材 多机架连续轧制进行分布式控制 ,实现整个生产过 程的高度自动化和智能化. 将 multi2Agent 技术引 入到板带材厚度控制系统中 ,不是为了证明某一控 制策略或者模型比其他策略或模型更为优秀 ,而是 按照 multi2Agent 的思想 ,对不同的的控制策略或 者模型进行完善 ,使其标准化 ,能够和其他子系统 (Agent) 进行交互 ,实现不同控制策略或者模型的 集成 ,发挥它们的长处 ,避免它们的负面作用[11 ] . 本文提出将多智能体理论应用于板带材连续轧 制流程的控制策略之中 ,按照多智能体理论对控制 系统按功能、任务和知识进行划分 ,研究多智能体系 统模型结构、协调控制机制以及多智能体控制系统 的设计和实现等. 1 基于多智能体的控制系统建模 从模块设计及实现的观点上看 ,把一个复杂的 问题分解成相对独立的模块则更容易处理、调试及 维护 ,并使系统对软件及硬件的错误具有容错能力 , 系统更具有可靠性. 钢铁工业的带钢连续轧制流程 可以归属为一个多智能体系统 ,它由相互协调的多 个单智能体组成 ,形成基于多智能体的控制系统设 计方法. 将综合轧制道次和控制功能 2 种方法划分智能 体 ,并构建基于多智能体的连续轧制过程控制系统 结构模型. 以 7 机架热连轧为例 ,采用多智能体的层 次设计属性 ,构建基于多智能体的连续轧制过程控 制系统结构模型框架如图 1 所示. 图 1 基于多智能体的连续轧制过程控制系统结构模型 Fig. 1 Structure model of control system of continuous rolling process based on multi2Agent 多智能体系统可由多个智能和能力较低或较单 一的智能体组成 ,也可由几个较复杂的智能体成员 为基础 ,结合其他简单智能体成员共同组成。多个 多智能体系统又可以组成更为复杂的智能系统。在 第 n 层由多个智能体构成的组织 ,在第 n + 1 层可以 看成单个实体;相反的 ,在第 n + 1 层的单个实体 ,在 第 n 层上可看成由多个智能体构成的组织 ,每两级 相邻的层次上都有这样的关系。对连续轧制过程控 制系统按照功能进行划分 ,其中 Level 2 为连轧线 中每 个 机 架 的 控 制 系 统 , 包 括 张 力 控 制 系 统 (A TC) 、厚度自动控制系统 (A GC) 、速度自动控制 系统 ( AVC) 、以及板形自动控制系统 ( A FC) 等。 Level 1 为 Level 2 进一步细化具有一定功能的控制 子系统。其中 , 厚度自动控制系统划分为压力 A GC、监控 A GC、流量 A GC、Smith2A GC 等控制子 系统 ;张力自动控制系统又划分为活套角度和电机 扭矩等控制子系统。 图 1 只是一个简化的模型框架 ,实际构建基于 多智能体的连续轧制过程控制系统结构模型时 ,还 要考虑张力控制、动态变规格控制、轧件跟踪、前馈 控制、补偿控制、解耦控制等涉及多个机架或难以归 属为哪个机架的控制功能. 2 连续轧制流程多智能体的划分机制 由多个 Agent 相互协作 ,实现对复杂系统的控 制 ,便构成了 multi2Agent 控制系统. 该系统中 ,每 个 Agent 是一个物理或抽象的实体. 在厚度自动控 制系统中 ,需要多种基于不同厚度控制方法的 A2 gent 相互协作 ,构成一个 multi2Agent 系统. 另外 , 在多机架冷连轧系统中 ,也可以将每个机架视为一 个机架 Agent ,构成一个 multi2Agent 系统. 在连续轧制流程中 ,每个智能体为一种物理的 (如按照轧机的物理结构进行界定 ,那么每个机架就 可以作为一个智能体) 或者虚拟的自我独立的单元 (如按照功能进行划分 ,则厚度控制、张力控制、速度 控制以及板形控制等都可以设计成为单个的智能 体) ,智能体应具有对外界环境做出响应及推理、决 策和相互间进行协调的能力 ,可以解决给定的问题 并实现特定目标. 在对连续轧制流程按照多智能体 理论进行划分时 ,既不能划分得太“细”,又不能将智 能体的粒度划分得太“粗”,如粒度划分得太细 ,则导 致智能体个数太多 ,虽然简化了单个智能体的复杂 程度 ,但是不利于多个智能体之间的协作 ,如划分得 太粗 ,则单个智能体的复杂程度将增加. 因此 ,需要 在智能体粒度和单个智能体的复杂程度之间做出平 衡 ,这也正是研究连续轧制流程多智能体的划分机 制的意义所在. 在多机架冷连轧系统中 ,可以将每个机架的厚 度自动控制系统视为一个 Agent. 同时 ,还需要协调 多个机架的速度分配、轧制力分配等过程级 Agent , 从而构成一个 multi2Agent 系统 ,如图 2 所示. 第 2 期 谭树彬 ,等 :multi2Agent 的连续轧制过程控制系统研究 · 151 ·