正在加载图片...
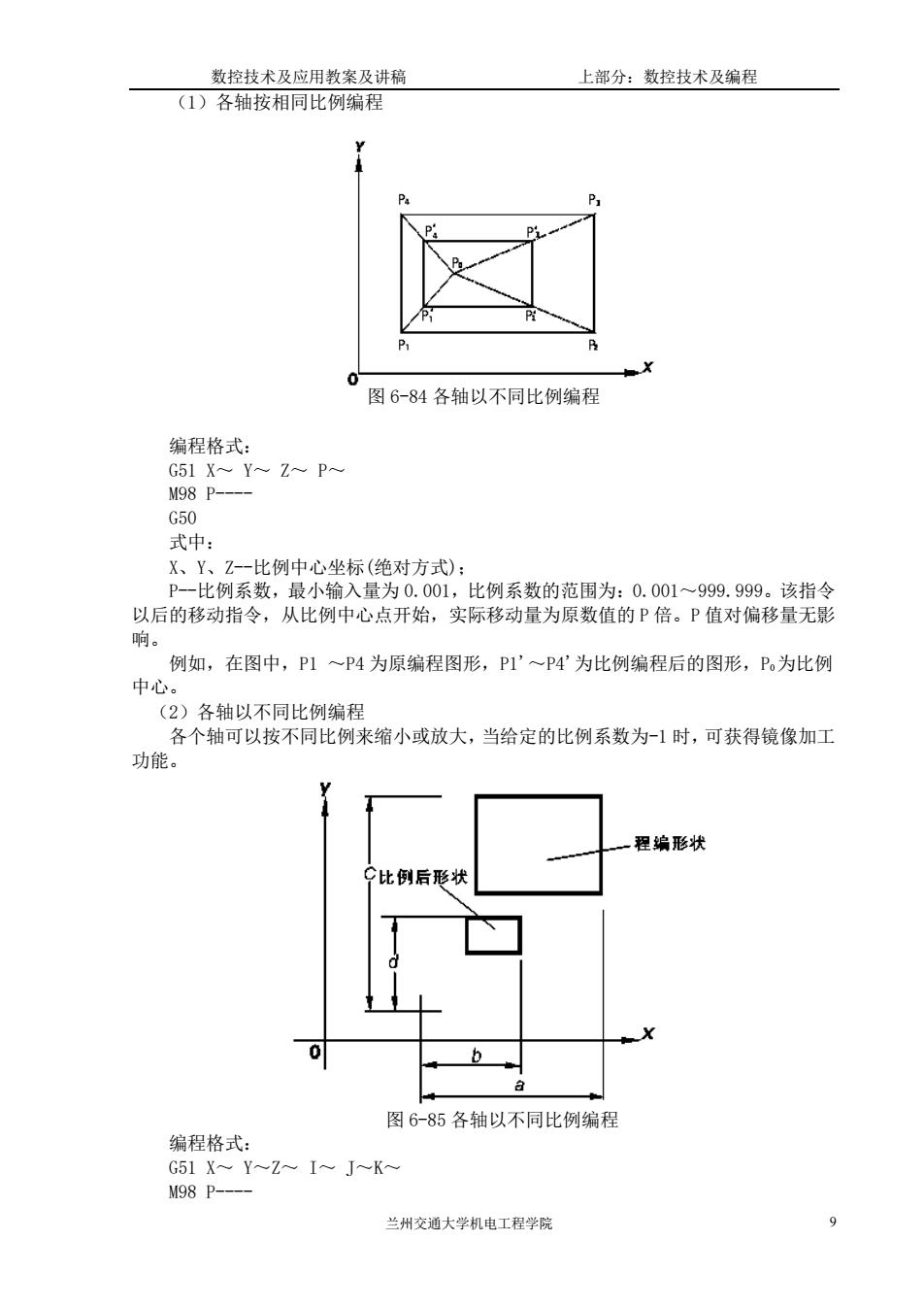
数控技术及应用教案及讲稿 上部分:数控技术及编程 (1)各轴按相同比例编程 Y P X 07 图6-84各轴以不同比例编程 编程格式: G51 X~Y~Z~P~ M98 P- G50 式中: X、Y、Z-一比例中心坐标(绝对方式): P-比例系数,最小输入量为0.001,比例系数的范围为:0.001~999.999。该指令 以后的移动指令,从比例中心点开始,实际移动量为原数值的P倍。P值对偏移量无影 例如,在图中,P1~P4为原编程图形,P1'~P4'为比例编程后的图形,P为比例 中心。 (2)各轴以不同比例编程 各个轴可以按不同比例来缩小或放大,当给定的比例系数为一1时,可获得镜像加工 功能 程编形状 比例后形状 图6-85各轴以不同比例编程 编程格式: G51~Y~Z~I~J~K~ M98P- 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 9 (1)各轴按相同比例编程 图 6-84 各轴以不同比例编程 编程格式: G51 X~ Y~ Z~ P~ M98 P---- G50 式中: X、Y、Z--比例中心坐标(绝对方式); P--比例系数,最小输入量为 0.001,比例系数的范围为:0.001~999.999。该指令 以后的移动指令,从比例中心点开始,实际移动量为原数值的 P 倍。P 值对偏移量无影 响。 例如,在图中,P1 ~P4 为原编程图形,P1'~P4'为比例编程后的图形,P0为比例 中心。 (2)各轴以不同比例编程 各个轴可以按不同比例来缩小或放大,当给定的比例系数为-1 时,可获得镜像加工 功能。 图 6-85 各轴以不同比例编程 编程格式: G51 X~ Y~Z~ I~ J~K~ M98 P----