正在加载图片...
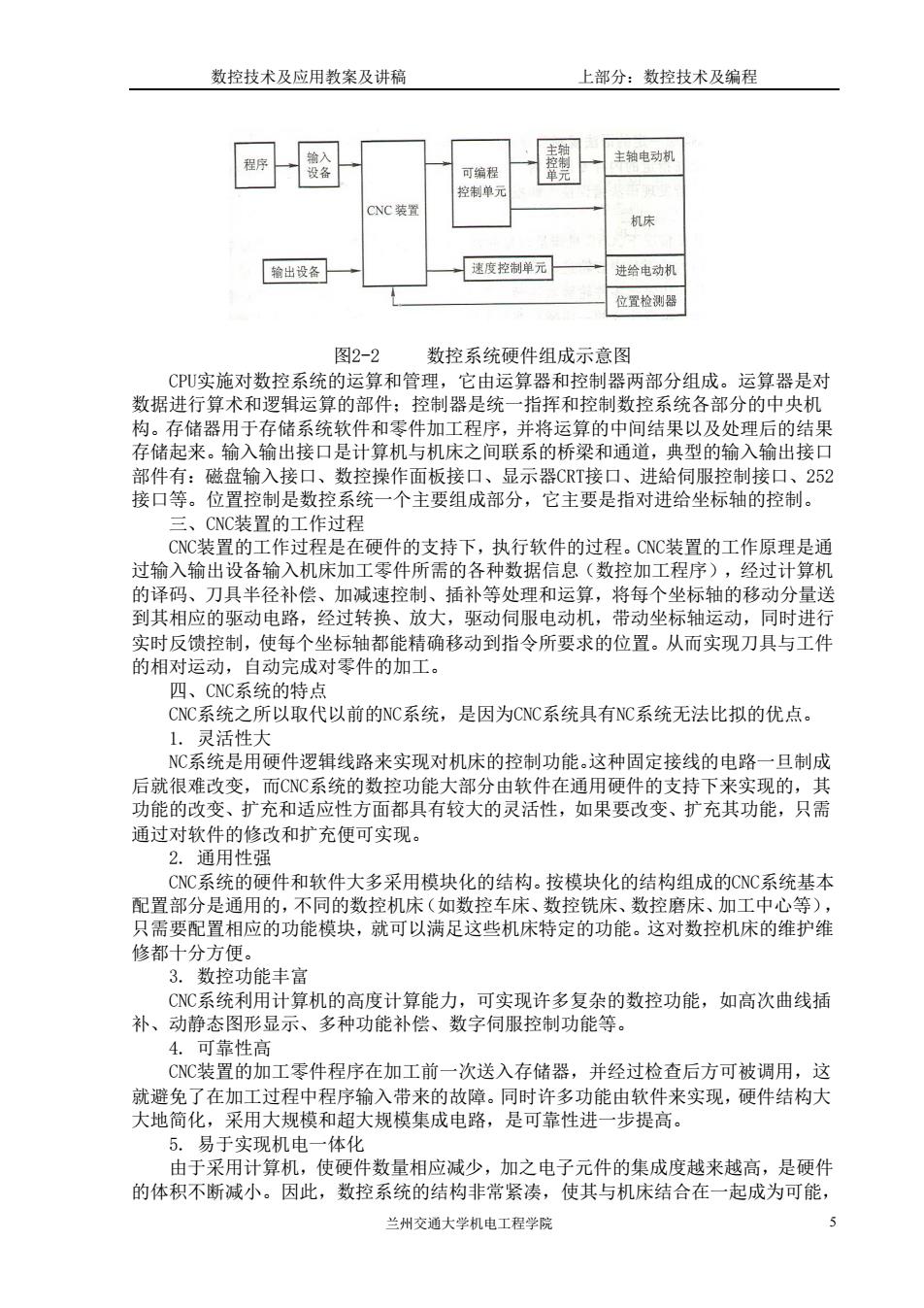
数控技术及应用教案及讲稿 上部分:数控技术及编程 主轴电动机 CNC装 机床 输出设各 速度控制单元 选给电动机 位置检测器 图2-2 数控系统硬件组成示意图 C「实施对数格系统的运算和管理,它由运算器和这制器两部分组成。运管器是对 数据进行算术和逻辑运算的部件,控制器是统 指挥和控制数控系统各部分的中央机 。存储器用于存储系统软件和零件 并将运第 间结果以及处 后的结果 存储起来。输入输出接口是计算机与机床之间联系的桥梁和通道,典型的输入输出接 部件有:磁盘输入接口、数控操作面板接口、显示器CRT接口、进給伺服控制接口、252 接口等。位置控制是数控系统一个主要组成部分,它主要是指对进给坐标轴的控制。 三、CNC装置的工作过程 CC装置的工作过程是在硬件的支持下,执行软件的过程。CNC装置的工作原理是通 过输入输出设备输入机床加工零件所需的各种数据信息(数控加工程序) 刀具半 补偿、 加减速控制、插补等处理和运算,将 个坐标轴的移动 分量送 的相应的驱动电路,经过装换、改大动同服电动机,动型标箱运动,同时进 实时反馈控制,使每个坐标轴都能精确移动到指令所要求的位置。从而实现刀具与工件 的相对运动,自动完成对零件的加工。 四、CNC系统的特点与 CNC系统之所以取代以前的NC系统,是因为CNC系统具有NC系统无法比拟的优点。 灵活性 C系统是用硬件逻辑线路来实现对机床的控制功能。这种固定接线的电路一旦制成 后就很难改变,而CC系统的数控功能大部分由软件在通用硬件的支持下来实现的,其 功能的改变、扩充和适应性方面都具有较大的灵活性,如果要改变、扩充其功能,只需 通过对软件的修改和扩充便可实现。 2.通用性强 CNC系统的硬件和软件大多采用模块化的结构。按模块化的结构组成的CNC系统基本 配置部分是通用 的数控机床 如数控车 、数控铣床 中心等) 点能HM门海y。a目「H后1世膜评料得中I9四群温理 修都十分方便。 3.数控功能主富 CC系统利用计算机的高度计算能力,可实现许多复杂的数控功能,如高次曲线插 补、动静态图形显示、多种功能补偿、数字伺服控制功能等。 C小C装置的加工零件程序在加工前一次送入存储器 ,并经过检查后方可被调用,这 就避免了在加工过程中程序输入带来的故障。同时许多功能由软件来实现,硬件结构大 大地简化,采用大规模和超大规模集成电路,是可靠性进一步提高。 5.易于实现机电一体化 由于采用计算机,使硬件数量相应减少,加之电子元件的集成度越来越高,是硬件 的体积不断减小。因此,数控系统的结构非常紧凑,使其与机床结合在一起成为可能 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 图2-2 数控系统硬件组成示意图 CPU实施对数控系统的运算和管理,它由运算器和控制器两部分组成。运算器是对 数据进行算术和逻辑运算的部件;控制器是统一指挥和控制数控系统各部分的中央机 构。存储器用于存储系统软件和零件加工程序,并将运算的中间结果以及处理后的结果 存储起来。输入输出接口是计算机与机床之间联系的桥梁和通道,典型的输入输出接口 部件有:磁盘输入接口、数控操作面板接口、显示器CRT接口、进給伺服控制接口、252 接口等。位置控制是数控系统一个主要组成部分,它主要是指对进给坐标轴的控制。 三、CNC装置的工作过程 CNC装置的工作过程是在硬件的支持下,执行软件的过程。CNC装置的工作原理是通 过输入输出设备输入机床加工零件所需的各种数据信息(数控加工程序),经过计算机 的译码、刀具半径补偿、加减速控制、插补等处理和运算,将每个坐标轴的移动分量送 到其相应的驱动电路,经过转换、放大,驱动伺服电动机,带动坐标轴运动,同时进行 实时反馈控制,使每个坐标轴都能精确移动到指令所要求的位置。从而实现刀具与工件 的相对运动,自动完成对零件的加工。 四、CNC系统的特点 CNC系统之所以取代以前的NC系统,是因为CNC系统具有NC系统无法比拟的优点。 1. 灵活性大 NC系统是用硬件逻辑线路来实现对机床的控制功能。这种固定接线的电路一旦制成 后就很难改变,而CNC系统的数控功能大部分由软件在通用硬件的支持下来实现的,其 功能的改变、扩充和适应性方面都具有较大的灵活性,如果要改变、扩充其功能,只需 通过对软件的修改和扩充便可实现。 2. 通用性强 CNC系统的硬件和软件大多采用模块化的结构。按模块化的结构组成的CNC系统基本 配置部分是通用的,不同的数控机床(如数控车床、数控铣床、数控磨床、加工中心等), 只需要配置相应的功能模块,就可以满足这些机床特定的功能。这对数控机床的维护维 修都十分方便。 3. 数控功能丰富 CNC系统利用计算机的高度计算能力,可实现许多复杂的数控功能,如高次曲线插 补、动静态图形显示、多种功能补偿、数字伺服控制功能等。 4. 可靠性高 CNC装置的加工零件程序在加工前一次送入存储器,并经过检查后方可被调用,这 就避免了在加工过程中程序输入带来的故障。同时许多功能由软件来实现,硬件结构大 大地简化,采用大规模和超大规模集成电路,是可靠性进一步提高。 5. 易于实现机电一体化 由于采用计算机,使硬件数量相应减少,加之电子元件的集成度越来越高,是硬件 的体积不断减小。因此,数控系统的结构非常紧凑,使其与机床结合在一起成为可能