正在加载图片...
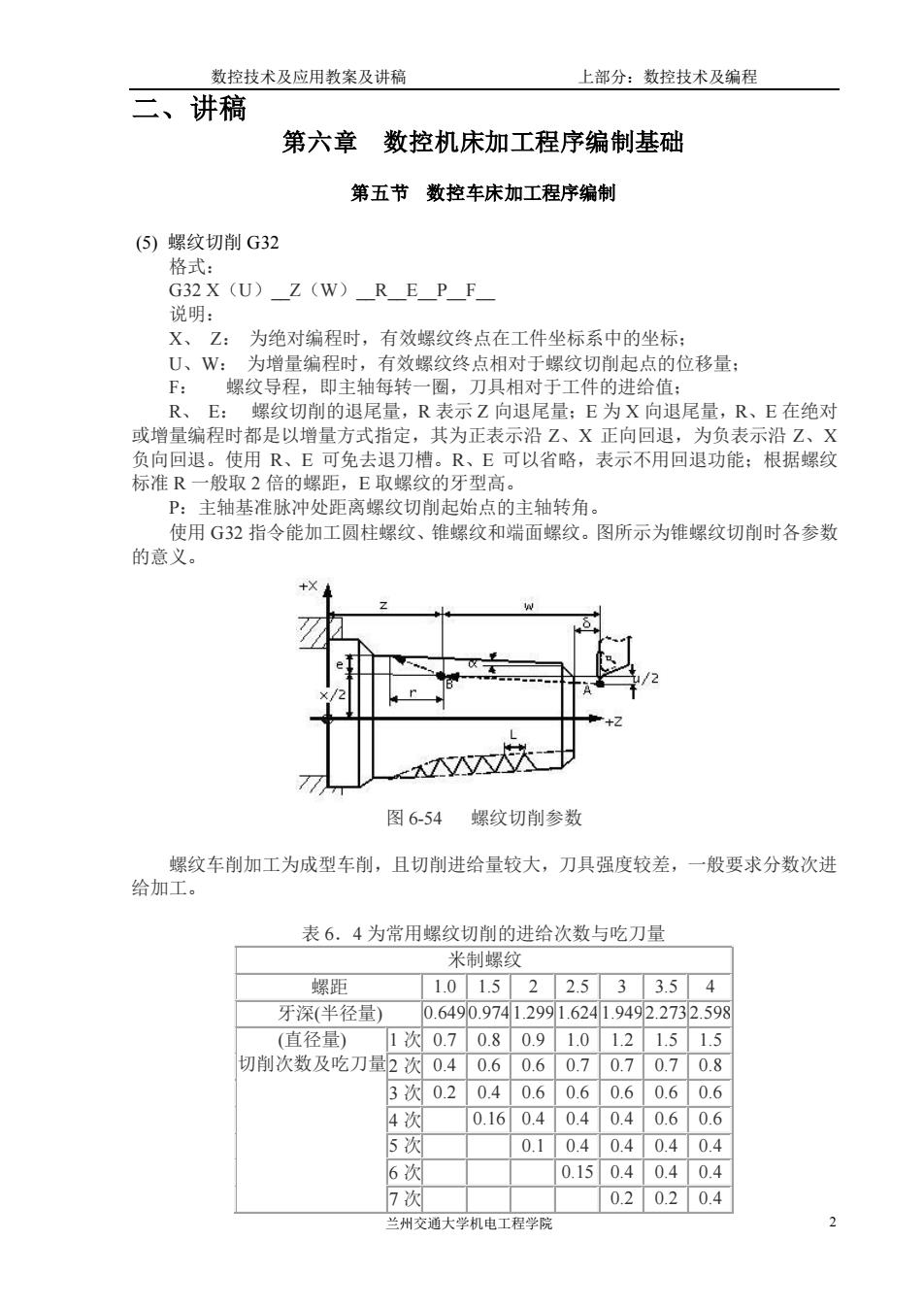
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第六章数控机床加工程序编制基础 第五节数控车床加工程序编制 (⑤)螺纹切削G32 格式: G32X(U)Z(W)R E P F 说明: X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标: 0、W: 编程时 有双螺 文终点相对于螺纹切削起点的位移量 F: 螺纹导程,即主轴每转一国,刀具相对于工件的进给值: R、E:螺纹切削的退尾量,R表示Z向退尾量;E为X向退尾量,R、E在绝对 或增量编程时都是以增量方式指定,其为正表示沿Z、X正向回退,为负表示沿Z、X 负向回退。使用R、E可免去退刀槽。R、E可以省略,表示不用回退功能:根据螺纹 标准R一般取2倍的螺距,E取螺纹的牙型高。 主轴基准脉冲处距离螺纹切削起始点的主轴转角 使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。图所示为锥螺纹切削时各参数 的意义。 +X 图654 螺纹切削参数 螺纹车削加工为成型车削,且切削进给量较大,刀具强度较差,一般要求分数次进 给加工。 表6.4为常用螺纹切削的进给次数与吃刀量 米制螺纹 螺距 1.01.522.533.54 牙深(半径量)0.6490.9741.2991.6241.9492.2732.598 (值径量) 1次070.80.91.0121.51.5 切削次数及吃刀量2次0.40.60.60.70.70.70.8 3次020.40.60.60.60.60.6 4次 0.160.40.40.40.60.6 5次 0.10.40.40.40.4 6次 0.150.40.40.4 7次 0.20.20.4 兰州交通大学机申丁程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第六章 数控机床加工程序编制基础 第五节 数控车床加工程序编制 (5) 螺纹切削 G32 格式: G32 X(U)__Z(W)__R__E__P__F__ 说明: X、 Z: 为绝对编程时,有效螺纹终点在工件坐标系中的坐标; U、W: 为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量; F: 螺纹导程,即主轴每转一圈,刀具相对于工件的进给值; R、 E: 螺纹切削的退尾量,R 表示 Z 向退尾量;E 为 X 向退尾量,R、E 在绝对 或增量编程时都是以增量方式指定,其为正表示沿 Z、X 正向回退,为负表示沿 Z、X 负向回退。使用 R、E 可免去退刀槽。R、E 可以省略,表示不用回退功能;根据螺纹 标准 R 一般取 2 倍的螺距,E 取螺纹的牙型高。 P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。 使用 G32 指令能加工圆柱螺纹、锥螺纹和端面螺纹。图所示为锥螺纹切削时各参数 的意义。 图 6-54 螺纹切削参数 螺纹车削加工为成型车削,且切削进给量较大,刀具强度较差,一般要求分数次进 给加工。 表 6.4 为常用螺纹切削的进给次数与吃刀量 米制螺纹 螺距 1.0 1.5 2 2.5 3 3.5 4 牙深(半径量) 0.649 0.974 1.299 1.624 1.949 2.273 2.598 (直径量) 切削次数及吃刀量 1 次 0.7 0.8 0.9 1.0 1.2 1.5 1.5 2 次 0.4 0.6 0.6 0.7 0.7 0.7 0.8 3 次 0.2 0.4 0.6 0.6 0.6 0.6 0.6 4 次 0.16 0.4 0.4 0.4 0.6 0.6 5 次 0.1 0.4 0.4 0.4 0.4 6 次 0.15 0.4 0.4 0.4 7 次 0.2 0.2 0.4