正在加载图片...
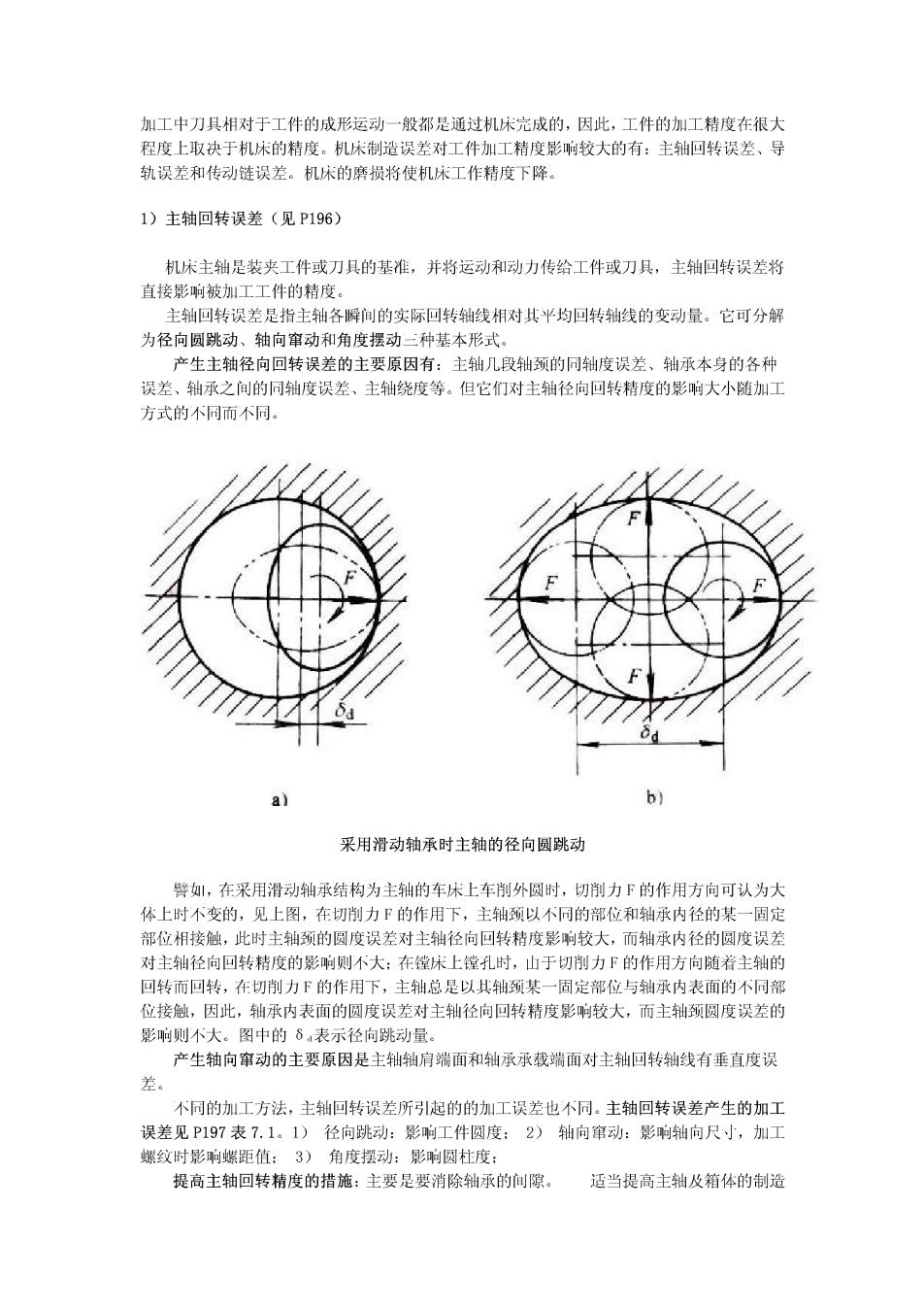
加工中刀具相对于工件的成形运动一般都是通过机床完成的,因此,工件的加工精度在很大 程度上取决于机床的精度。机床制造误差对工件加工精度影响较大的有:主轴回转误差、导 轨误差和传动链误差。机床的磨损将使机床工作精度下降。 1)主轴回转误差(见P196) 机床主轴是装夹工件或刀具的基准,并将运动和动力传给工件或刀具,主轴回转误差将 直接影响被加工工件的精度。 主轴回转误差是指主轴各瞬间的实际回转轴线相对其平均回转轴线的变动量。它可分解 为径向圆跳动、轴向窜动和角度摆动三种基本形式。 产生主轴径向回转误差的主要原因有:主轴几段轴颈的同轴度误差、轴承本身的各种 误差、轴承之间的同轴度误差、主轴绕度等。但它们对主轴径向回转精度的影响大小随加工 方式的不同而不同。 a】 b 采用滑动轴承时主轴的径向圆跳动 警,在采用滑动轴承结构为主轴的车床上车削外圆时,切削力F的作用方向可认为大 体上时不变的,见上图,在切削力F的作用下,主轴颈以不同的部位和轴承内径的某一固定 部位相接触,此时主轴颈的圆度误差对主轴伦向回转精度影响较大,而轴承内径的圆度误差 对主轴径向回转精度的影响则不大:在镗床上镗孔时,山于切削力F的作用方向随着主轴的 回转而回转,在切削力F的作用下,主轴总是以其轴颈某一固定部位与轴承内表面的不同部 位接触,因此,轴承内表面的圆度误差对主轴径向回转精度影响较大,而主轴颈圆度误差的 影响则不大。图中的64表示径向跳动量。 产生轴向窜动的主要原因是主轴轴肩端面和轴承承截端面对主轴回转轴线有垂直度误 差。 不同的加工方法,主轴回转误差所引起的的加工误差也不同。主轴回转误差产生的加工 误差见P197表7.1.1)径向跳动:影响工件圆度:2)轴向窜动:影响轴向尺寸,加工 螺纹时影响螺距值:3)角度摆动:影响圆柱度: 提高主轴回转精度的措施:主要是要消除轴承的间隙。 适当提高主轴及箱体的制造