正在加载图片...
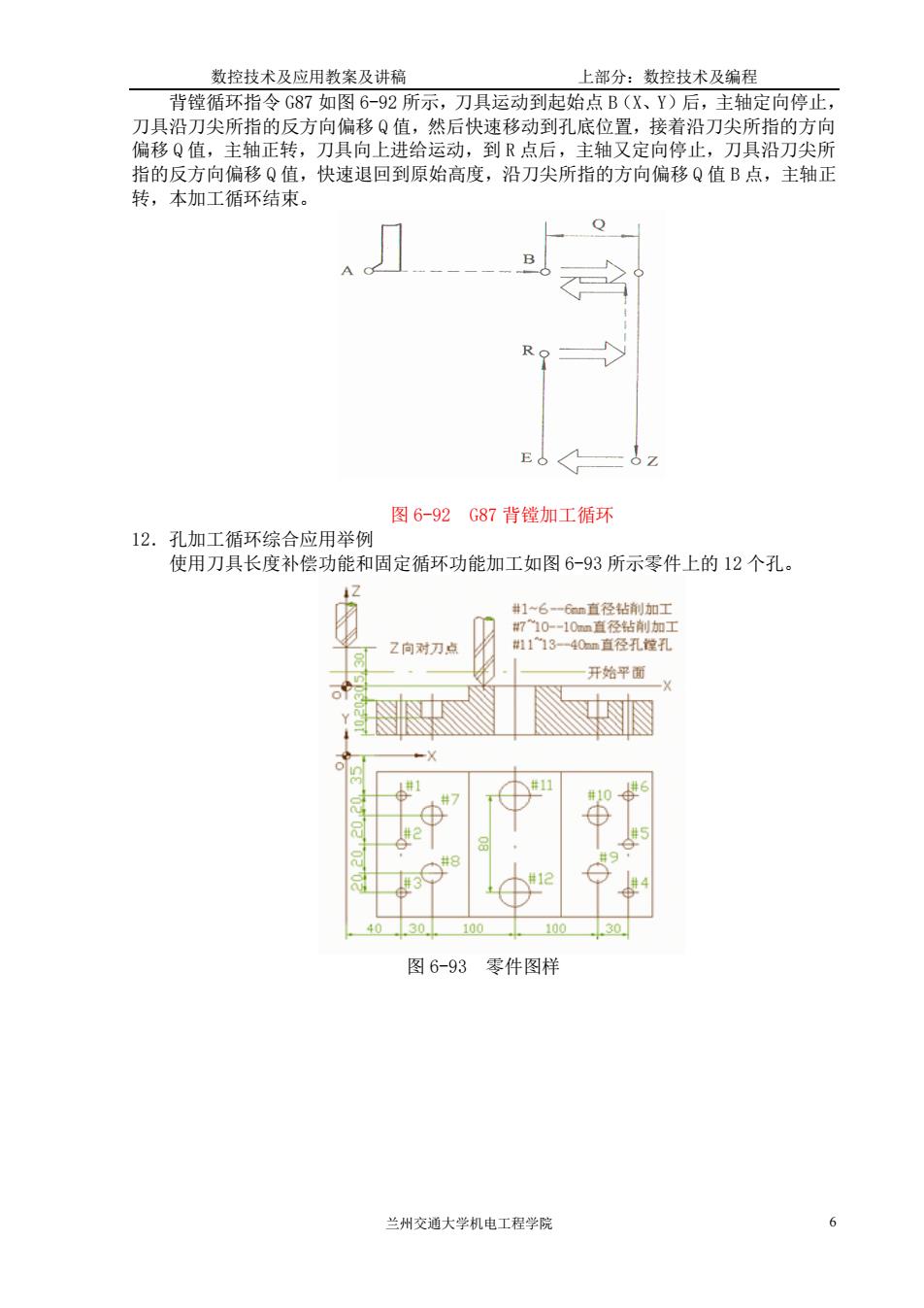
数控技术及应用教案及讲稿 上部分:数控技术及编程 背镗循环指令G87如图6-92所示,刀具运动到起始点B(X、Y)后,主轴定向停止, 刀具沿刀尖所指的反方向偏移Q值,然后快速移动到孔底位置,接着沿刀尖所指的方向 偏移0值,主轴正转,刀具向上讲给运动,到R点后,主轴又定向停止,刀具沿刀尖所 指的反方向偏移Q值,快速退回到原始高度,沿刀尖所指的方向偏移Q值B点,主轴正 转,本加工循环结束。 Q B E 图6-92G87背镗加工循环 12.孔加工循环综合应用举例 使用刀具长度补偿功能和固定循环功能加工如图6-93所示零件上的12个孔。 2 2向对刀点 111340直径孔撞孔 开始平面 301 图6-93零件图样 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 6 背镗循环指令 G87 如图 6-92 所示,刀具运动到起始点 B(X、Y)后,主轴定向停止, 刀具沿刀尖所指的反方向偏移 Q 值,然后快速移动到孔底位置,接着沿刀尖所指的方向 偏移 Q 值,主轴正转,刀具向上进给运动,到 R 点后,主轴又定向停止,刀具沿刀尖所 指的反方向偏移 Q 值,快速退回到原始高度,沿刀尖所指的方向偏移 Q 值 B 点,主轴正 转,本加工循环结束。 图 6-92 G87 背镗加工循环 12.孔加工循环综合应用举例 使用刀具长度补偿功能和固定循环功能加工如图 6-93 所示零件上的 12 个孔。 图 6-93 零件图样