正在加载图片...
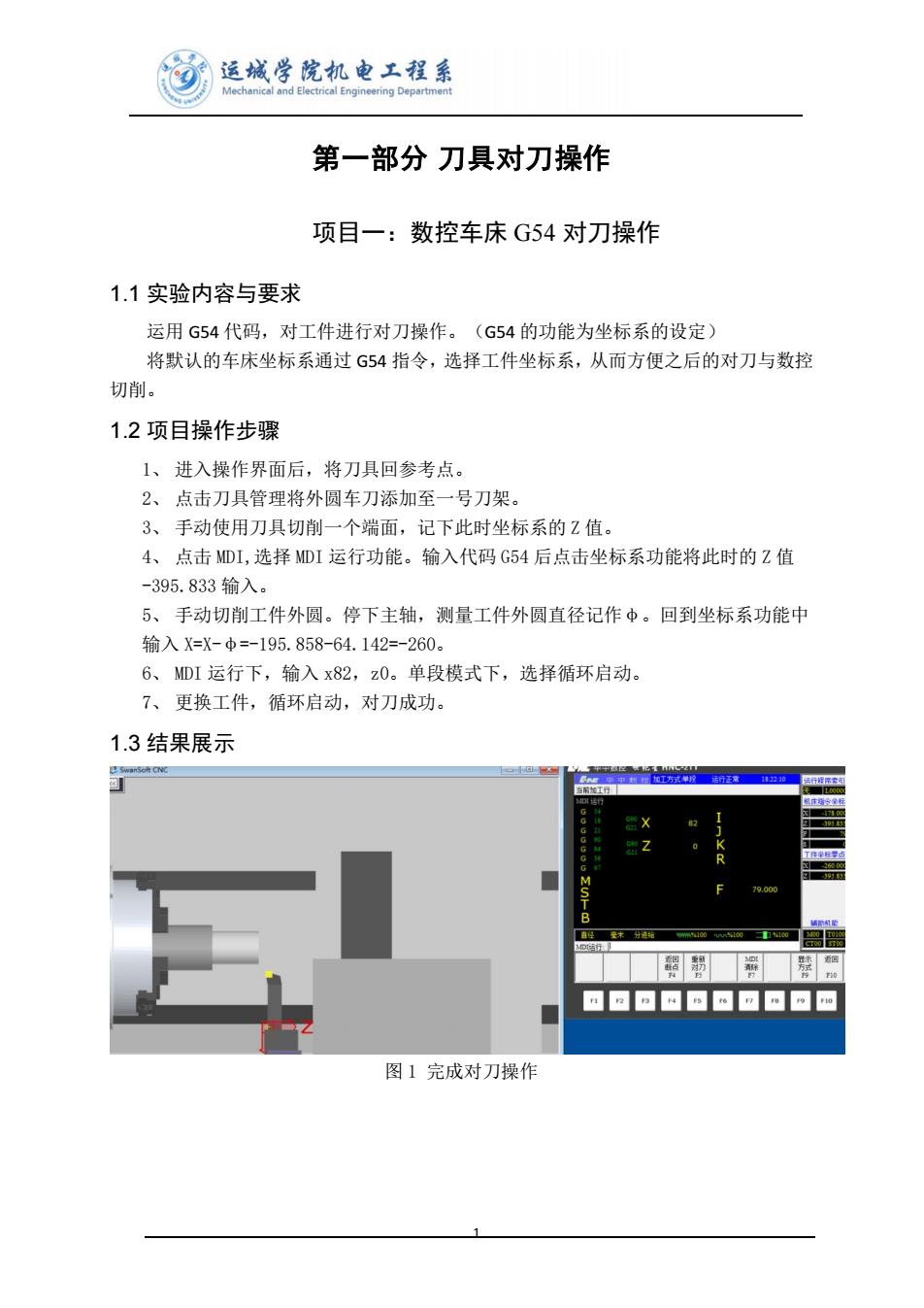
运城学院机电工程系 Mechanical and Electrical Engineering Departmen 第一部分刀具对刀操作 项目一:数控车床G54对刀操作 1.1实验内容与要求 运用G54代码,对工件进行对刀操作。(G54的功能为坐标系的设定) 将默认的车床坐标系通过G54指令,选择工件坐标系,从而方便之后的对刀与数控 切削。 1.2项目操作步骤 1、进入操作界面后,将刀具回参考点。 2、点击刀具管理将外圆车刀添加至一号刀架。 3、手动使用刀具切削一个端面,记下此时坐标系的Z值。 4、点击MDI,选择MDI运行功能。输入代码G54后点击坐标系功能将此时的Z值 -395.833输入。 5、手动切削工件外圆。停下主轴,测量工件外圆直径记作中。回到坐标系功能中 输入X=X-中=-195.858-64.142=-260。 6、MDI运行下,输入x82,z0。单段模式下,选择循环启动。 7、更换工件,循环启动,对刀成功。 1.3结果展示 加工方式单控话行正意 182210 当前工行 79000 图1完成对刀操作1 第一部分 刀具对刀操作 项目一:数控车床 G54 对刀操作 1.1 实验内容与要求 运用 G54 代码,对工件进行对刀操作。(G54 的功能为坐标系的设定) 将默认的车床坐标系通过 G54 指令,选择工件坐标系,从而方便之后的对刀与数控 切削。 1.2 项目操作步骤 1、 进入操作界面后,将刀具回参考点。 2、 点击刀具管理将外圆车刀添加至一号刀架。 3、 手动使用刀具切削一个端面,记下此时坐标系的 Z 值。 4、 点击 MDI,选择 MDI 运行功能。输入代码 G54 后点击坐标系功能将此时的 Z 值 -395.833 输入。 5、 手动切削工件外圆。停下主轴,测量工件外圆直径记作φ。回到坐标系功能中 输入 X=X-φ=-195.858-64.142=-260。 6、 MDI 运行下,输入 x82,z0。单段模式下,选择循环启动。 7、 更换工件,循环启动,对刀成功。 1.3 结果展示 图 1 完成对刀操作