正在加载图片...
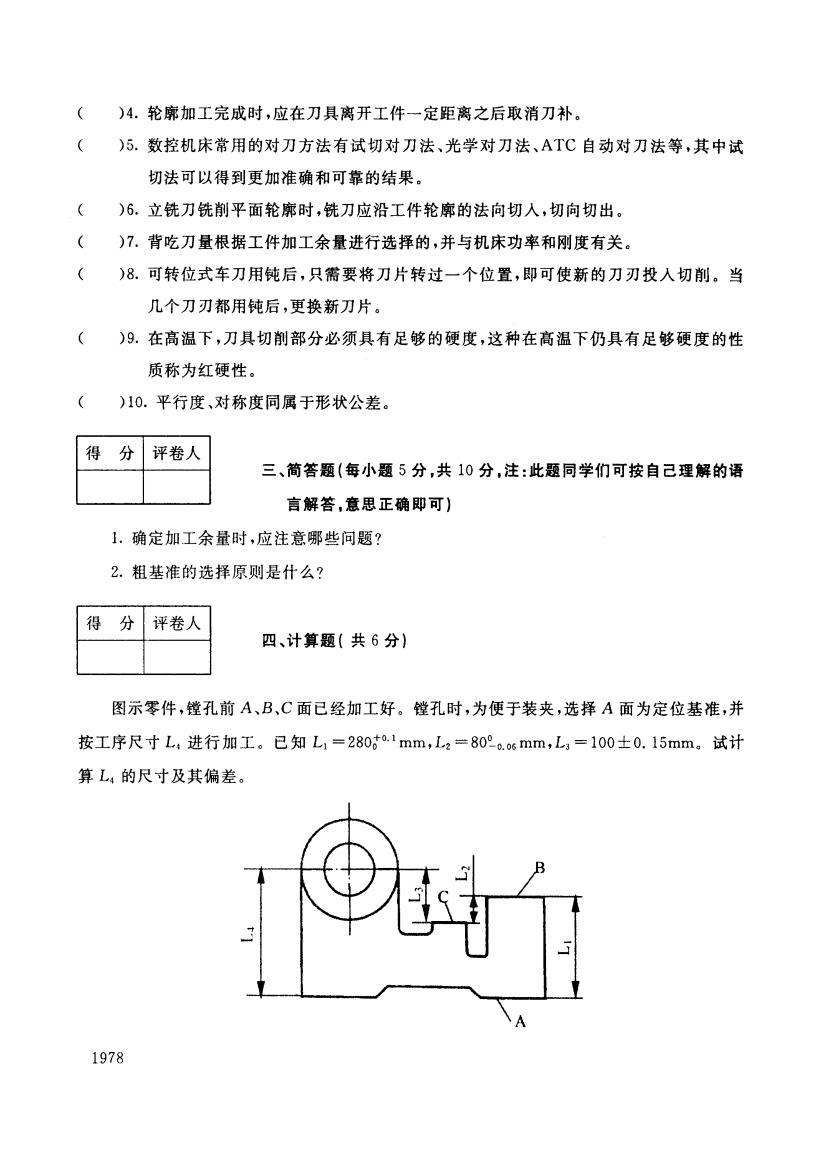
()4.轮廓加工完成时,应在刀具离开工件一定距离之后取消刀补。 )5.数控机床常用的对刀方法有试切对刀法、光学对刀法、AT℃自动对刀法等,其中试 切法可以得到更加准确和可靠的结果。 ()6.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的法向切人,切向切出。 )7.背吃刀量根据工件加工余量进行选择的,并与机床功率和刚度有关。 ( )8.可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投入切削。当 几个刀刃都用钝后,更换新刀片。 )9.在高温下,刀具切削部分必须具有足够的硬度,这种在高温下仍具有足够硬度的性 质称为红硬性。 )10.平行度、对称度同属于形状公差。 得 分 评卷人 三、简答题(每小题5分,共10分,注:此题同学们可按自己理解的语 言解答,意思正确即可) 1.确定加工余量时,应注意哪些问题? 2.粗基准的选择原则是什么? 得 分 评卷人 四、计算题(共6分) 图示零件,镗孔前A、B、C面已经加工好。镗孔时,为便于装夹,选择A面为定位基准,并 按工序尺寸L4进行加工。已知L1=280o.1mm,L2=80°。.o6mm,Lg=100士0.15mm。试计 算L4的尺寸及其偏差。 1978)4.轮廓加工完成时,应在刀具离开工件一定距离之后取消刀补。 )5.数控机床常用的对刀方法有试切对刀法、光学对刀法、ATC自动对刀法等,其中试 切法可以得到更加准确和可靠的结果。 )6.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的法向切人,切向切出。 )7.背吃刀量根据工件加工余量进行选择的,并与机床功率和刚度有关。 )8.可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投人切削。当 几个刀刃都用钝后 ,更换新刀片。 )9.在高温下,刀具切削部分必须具有足够的硬度,这种在高温下仍具有足够硬度的性 质称为红硬性 。 )10.平行度、对称度同属于形状公差。 得 分 评卷人 三、简答题(每小题 5分 ,共 10分 .注:此题 同学们可按自己理解的语 言解答.意思正确 即可 ) .确定加工余量时,应注意哪些问题? .粗基准的选择原则是什么? 得 分 评卷人 四、计算题(共 6分) 图示零件,4孔前 A,B,C面已经加工好。膛孔时,为便于装夹,选择A面为定位基准,并 按工序尺寸 L;进行加工。已知 L, =280才0'' mm, 1.Z = 800_0. os mm, L3 =100士0. 15mm。试计 算L;的尺寸及其偏差。 1978