正在加载图片...
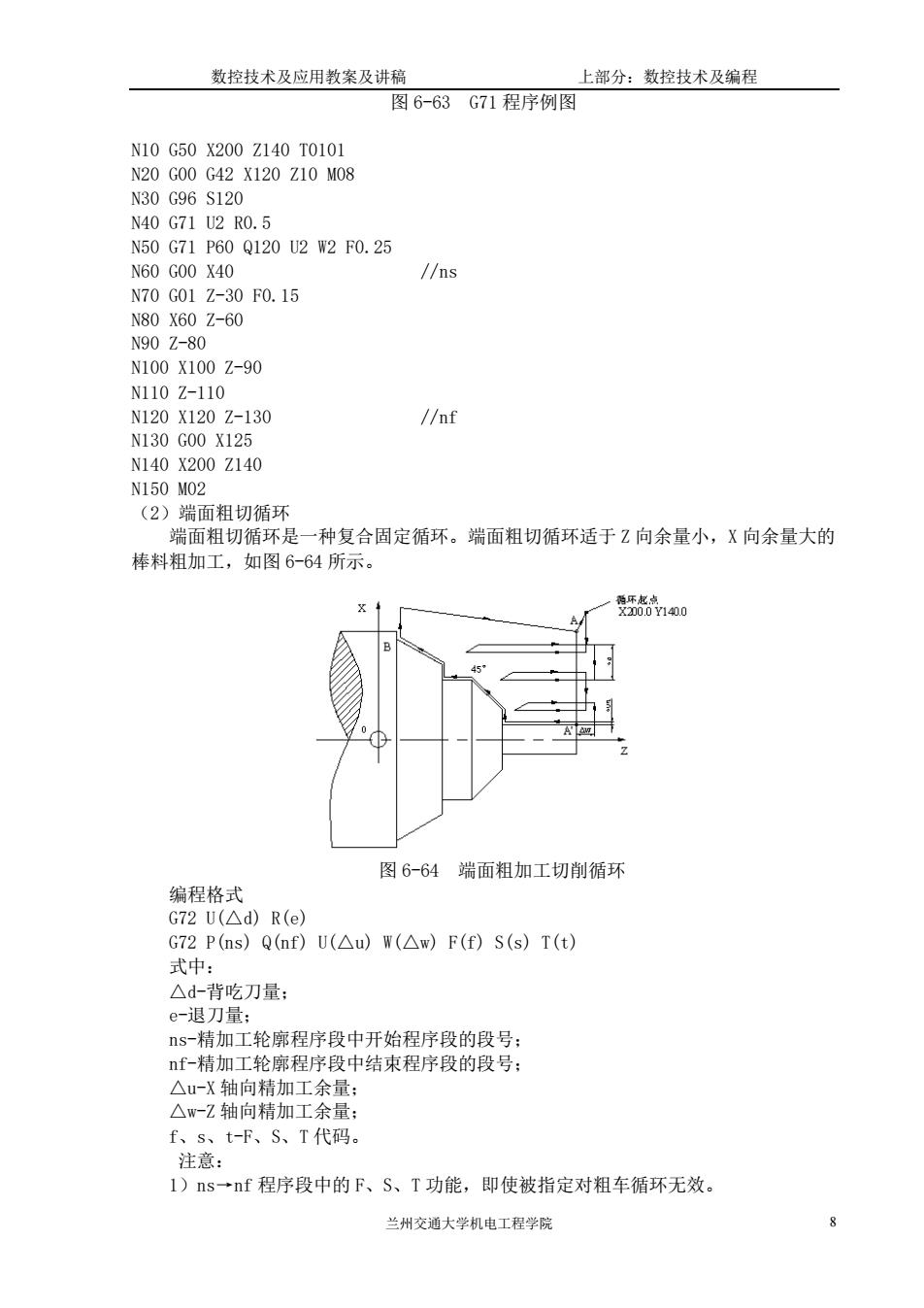
数控技术及应用教案及讲稿 上部分:数控技术及编程 图6-63G71程序例图 N10G50X200Z140T0101 N20G00G42X120Z10M08 N30G96S120 N40G71U2R0.5 N50G71P60Q120U2W2F0.25 N60G00X40 //ns N70G01Z-30F0.15 e28070 N100X100Z-90 N1107-110 //nf N140X200Z140 N150M02 (2)端面粗切循环 端面粗切循环是一种复合固定循环。端面粗切循环适于Z向余量小,X向余量大的 棒料粗加工,如图6-64所示。 图6-64端面粗加工切削循环 编程格式 G72U(△d)R(e) G72P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t) 式中: △d-背吃刀量 e-退刀量: s-精加工轮廓程序段中开始程序段的段号: nf-精加工轮廓程序段中结束程序段的段号: △u-X轴向精加工余量: △W-Z轴向精加工余量: f、s、t-F、S、T代码 注意 1)ns→nf程序段中的F、S、T功能,即使被指定对粗车循环无效。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 8 图 6-63 G71 程序例图 N10 G50 X200 Z140 T0101 N20 G00 G42 X120 Z10 M08 N30 G96 S120 N40 G71 U2 R0.5 N50 G71 P60 Q120 U2 W2 F0.25 N60 G00 X40 //ns N70 G01 Z-30 F0.15 N80 X60 Z-60 N90 Z-80 N100 X100 Z-90 N110 Z-110 N120 X120 Z-130 //nf N130 G00 X125 N140 X200 Z140 N150 M02 (2)端面粗切循环 端面粗切循环是一种复合固定循环。端面粗切循环适于 Z 向余量小,X 向余量大的 棒料粗加工,如图 6-64 所示。 图 6-64 端面粗加工切削循环 编程格式 G72 U(△d) R(e) G72 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t) 式中: △d-背吃刀量; e-退刀量; ns-精加工轮廓程序段中开始程序段的段号; nf-精加工轮廓程序段中结束程序段的段号; △u-X 轴向精加工余量; △w-Z 轴向精加工余量; f、s、t-F、S、T 代码。 注意: 1)ns→nf 程序段中的 F、S、T 功能,即使被指定对粗车循环无效