正在加载图片...
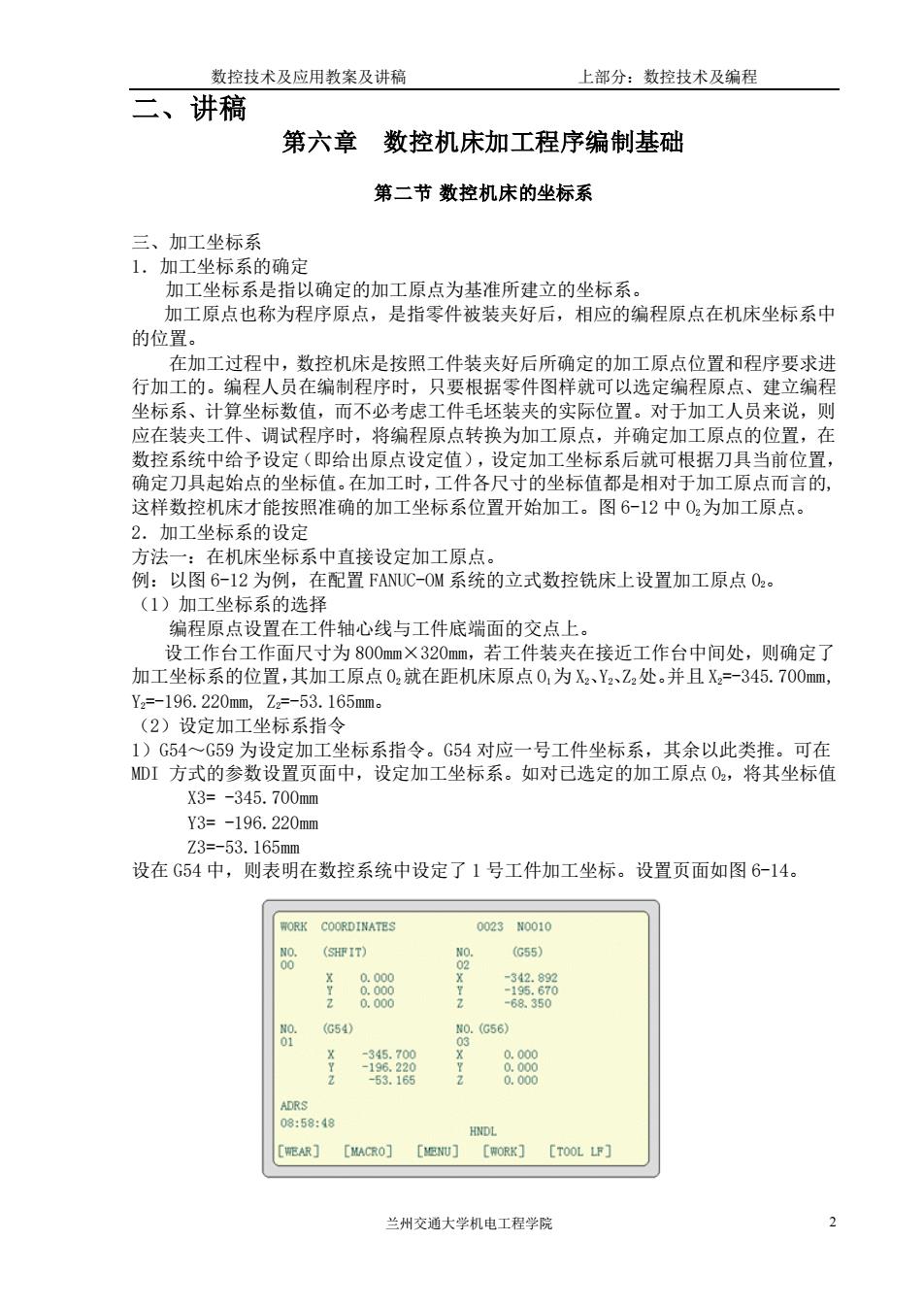
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第六章数控机床加工程序编制基础 第二节数控机床的坐标系 三、加工坐标系 1.加工坐标系的确定 加工坐标系是指以确定的加工原点为基准所建立的坐标系。 加工原点也称为程序原点,是指零件被装夹好后,相应的编程原点在机床坐标系中 的位置 在加工过程中,数控机床是按照工件装夹好后所确定的加工原点位置和程序要求进 行加工的。编程人员在编制程序时,只要根据零件图样就可以选定编程原点、建立编程 坐标系、计算坐标数值,而不必考虑工件毛坯装夹的实际位置。对于加工人员来说,则 应在装夹工件、调试程序时,将编程原点转换为加工原点,并确定加工原点的位置,在 数控系统中给予设定(即给出原点设定值),设定加工坐标系后就可根据刀具当前位置 确定刀具起始点的坐标值 在加过 件冬 的坐标值都 加工原点而言的 这样数控机床才能按照准确的加工坐标系位置开始加工。图6-12中02为加工原点。 2.加工坐标系的设定 方法一:在机床坐标系中直接设定加工原点。 例:以图6-12为例,在配置FANUC--OM系统的立式数控铣床上设置加工原点O2。 (1)加工坐标系的选择 编程原点设置在工件轴心线与工件底端面的交点」 设工作台工作面尺寸为800mm×320mm,若工件装夹在接近工作台中间处,则确定了 加工坐标系的位置,其加工原点02就在距机床原点0,为X2、Y、Z2处.并且X=-345.700mm, Y=-196.220mm.7=-53.165mm (2)设定加工坐标系指令 659为 坐标系指令。G54对 一号工件坐标系,其余以此类 。可在 MDI方式的参数设置页面中,设定加工坐标系。如对已选定的加工原点0,将其坐标值 X3=-345.700mm Y3=-196.220mm 73=-53.165mm 设在G54中,则表明在数控系统中设定了1号工件加工坐标。设置页面如图6-14。 002350010 (SHPIT) (G55 (54 0.G56) ;淡溜 删 [HEAR][MACRO][SRNU][HORK][TOOL LP] 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第六章 数控机床加工程序编制基础 第二节 数控机床的坐标系 三、加工坐标系 1.加工坐标系的确定 加工坐标系是指以确定的加工原点为基准所建立的坐标系。 加工原点也称为程序原点,是指零件被装夹好后,相应的编程原点在机床坐标系中 的位置。 在加工过程中,数控机床是按照工件装夹好后所确定的加工原点位置和程序要求进 行加工的。编程人员在编制程序时,只要根据零件图样就可以选定编程原点、建立编程 坐标系、计算坐标数值,而不必考虑工件毛坯装夹的实际位置。对于加工人员来说,则 应在装夹工件、调试程序时,将编程原点转换为加工原点,并确定加工原点的位置,在 数控系统中给予设定(即给出原点设定值),设定加工坐标系后就可根据刀具当前位置, 确定刀具起始点的坐标值。在加工时,工件各尺寸的坐标值都是相对于加工原点而言的, 这样数控机床才能按照准确的加工坐标系位置开始加工。图 6-12 中 O2为加工原点。 2.加工坐标系的设定 方法一:在机床坐标系中直接设定加工原点。 例:以图 6-12 为例,在配置 FANUC-OM 系统的立式数控铣床上设置加工原点 02。 (1)加工坐标系的选择 编程原点设置在工件轴心线与工件底端面的交点上。 设工作台工作面尺寸为 800mm×320mm,若工件装夹在接近工作台中间处,则确定了 加工坐标系的位置,其加工原点 02就在距机床原点 O1为 X2、Y2、Z2处。并且 X2=-345.700mm, Y2=-196.220mm, Z2=-53.165mm。 (2)设定加工坐标系指令 1)G54~G59 为设定加工坐标系指令。G54 对应一号工件坐标系,其余以此类推。可在 MDI 方式的参数设置页面中,设定加工坐标系。如对已选定的加工原点 O2,将其坐标值 X3= -345.700mm Y3= -196.220mm Z3=-53.165mm 设在 G54 中,则表明在数控系统中设定了 1 号工件加工坐标。设置页面如图 6-14