正在加载图片...
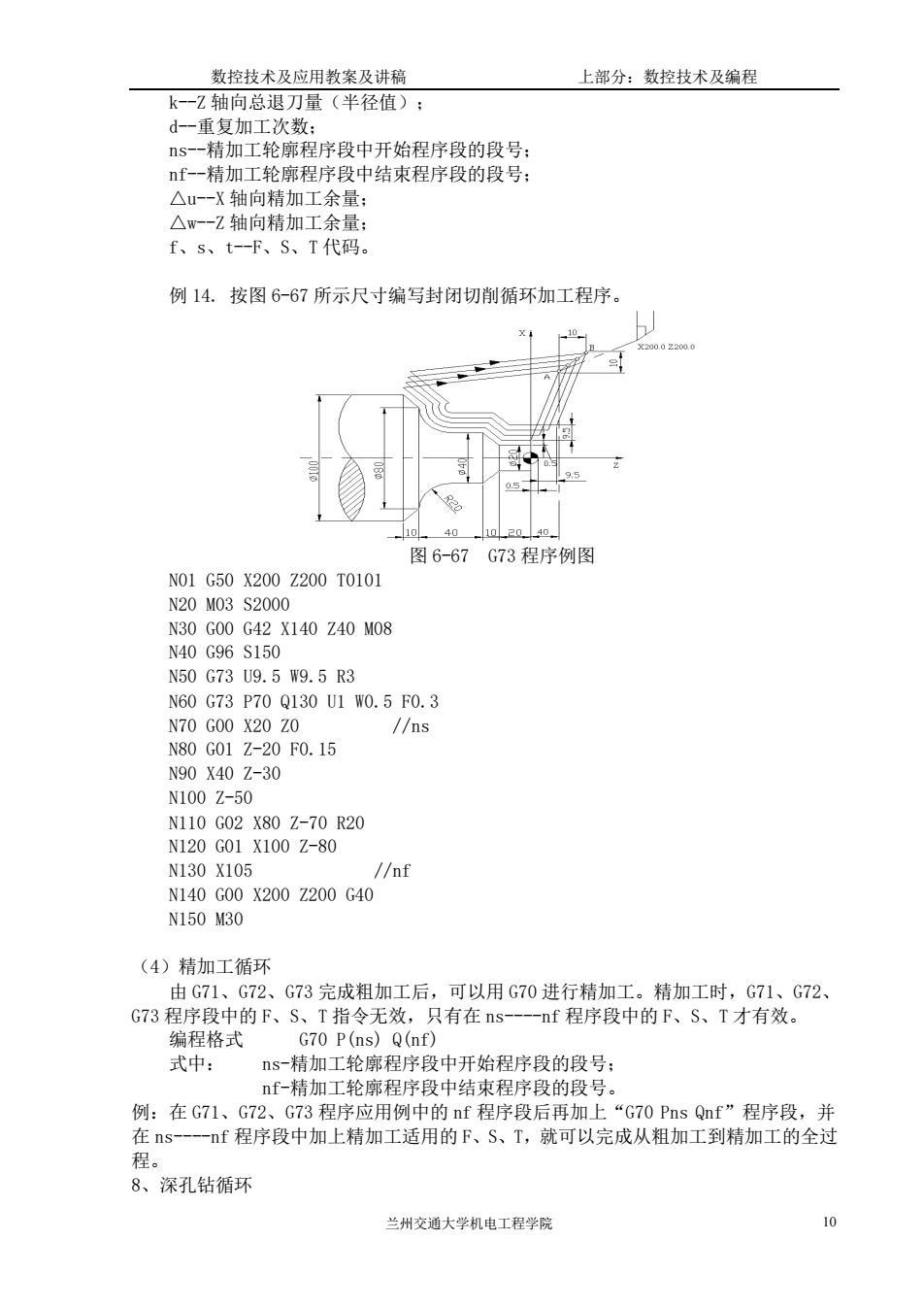
数控技术及应用教案及讲稿 上部分:数控技术及编程 k-Z轴向总退刀量(半径值): d--重复加工次数: 结加丁轮廊程官段中开始程序段的段县 nf-一精加工轮廓程序段中结束程序段的段号 △u一一X轴问精加工余量: △w-Z轴向精加工余量: f、s、t-F、S、T代码 例14.按图6-67所示尺寸编写封闭切削循环加工程序。 图6-67G73程序例图 N01G50X200Z200T0101 N90M032000 N30G00G42X140Z40M0 N40G96S15( N50G73U9.5W9.5R3 N60G73P70Q130U1W0.5F0.3 N70G00X2070 //ns N80G01Z-20F0.15 N90X40Z-30 N100Z-50 N110G02X80Z-70R20 N120G01X100Z-80 N130X105 //nf N140G00X200Z200G4 N150M30 (4)精加工循环 由G71、G72、G73完成粗加工后,可以用G70进行精加工。精加工时,G71、G72 G73程序段中的F、S、T指令无效,只有在ns-nf程序段中的F、S、T才有效 编程格式 G7O P(ns)Q(nf) 式中: ns-精加工轮廓程序段中开始程序段的段号: nf-精加工轮廓程序段中结束程序段的段号。 例:在G71、G72、G73程序应用例中的nf程序段后再加上“G70 Pns Qnf'”程序段,并 在ns 一f程序段中加上精加工适用的F、S、T,就可以完成从粗加工到精加工的全过 程 深孔钻循环 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 10 k--Z 轴向总退刀量(半径值); d--重复加工次数; ns--精加工轮廓程序段中开始程序段的段号; nf--精加工轮廓程序段中结束程序段的段号; △u--X 轴向精加工余量; △w--Z 轴向精加工余量; f、s、t--F、S、T 代码。 例 14. 按图 6-67 所示尺寸编写封闭切削循环加工程序。 图 6-67 G73 程序例图 N01 G50 X200 Z200 T0101 N20 M03 S2000 N30 G00 G42 X140 Z40 M08 N40 G96 S150 N50 G73 U9.5 W9.5 R3 N60 G73 P70 Q130 U1 W0.5 F0.3 N70 G00 X20 Z0 //ns N80 G01 Z-20 F0.15 N90 X40 Z-30 N100 Z-50 N110 G02 X80 Z-70 R20 N120 G01 X100 Z-80 N130 X105 //nf N140 G00 X200 Z200 G40 N150 M30 (4)精加工循环 由 G71、G72、G73 完成粗加工后,可以用 G70 进行精加工。精加工时,G71、G72、 G73 程序段中的 F、S、T 指令无效,只有在 ns----nf 程序段中的 F、S、T 才有效。 编程格式 G70 P(ns) Q(nf) 式中: ns-精加工轮廓程序段中开始程序段的段号; nf-精加工轮廓程序段中结束程序段的段号。 例:在 G71、G72、G73 程序应用例中的 nf 程序段后再加上“G70 Pns Qnf”程序段,并 在 ns----nf 程序段中加上精加工适用的 F、S、T,就可以完成从粗加工到精加工的全过 程。 8、深孔钻循环