正在加载图片...
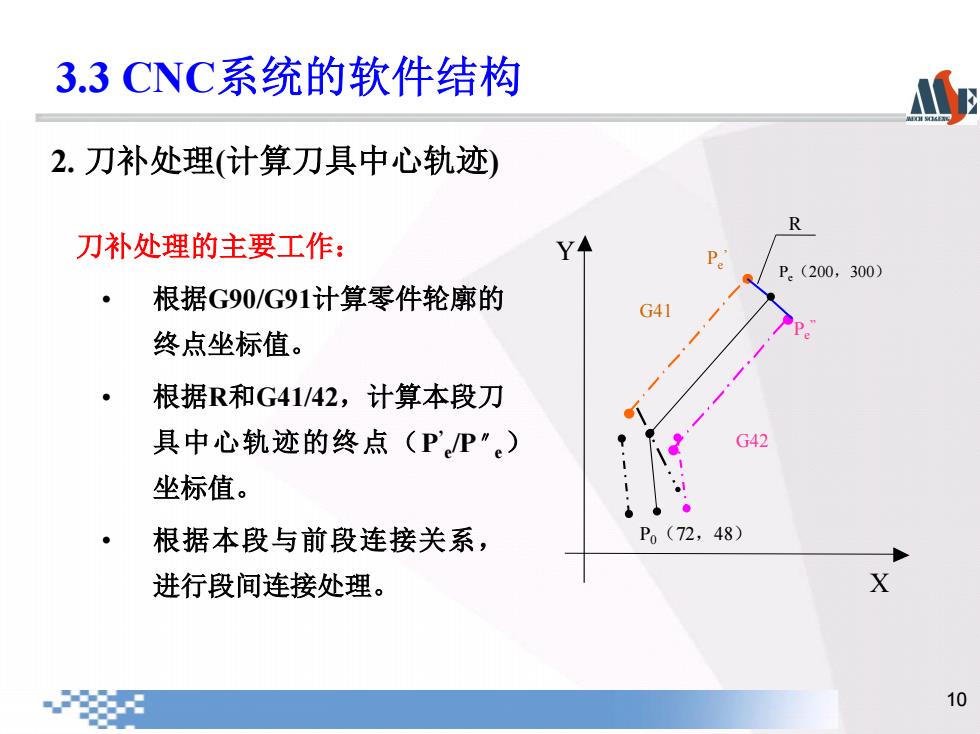
3.3CNC系统的软件结构 2.刀补处理(计算刀具中心轨迹) R 刀补处理的主要工作: Y Pe P.(200,300) 。 根据G90/G91计算零件轮廓的 G41 终点坐标值。 根据R和G41/42,计算本段刀 具中心轨迹的终点(P'P") G42 坐标值。 根据本段与前段连接关系, Po(72,48) 进行段间连接处理。 X 10 10 刀补处理的主要工作: • 根据G90/G91计算零件轮廓的 终点坐标值。 • 根据R和G41/42,计算本段刀 具中心轨迹的终点(P’ e/P〃 e) 坐标值。 • 根据本段与前段连接关系, 进行段间连接处理。 2. 刀补处理(计算刀具中心轨迹) Pe(200,300) X R P0(72,48) Pe ” Pe ’ G41 G42 Y 3.3 CNC系统的软件结构