正在加载图片...
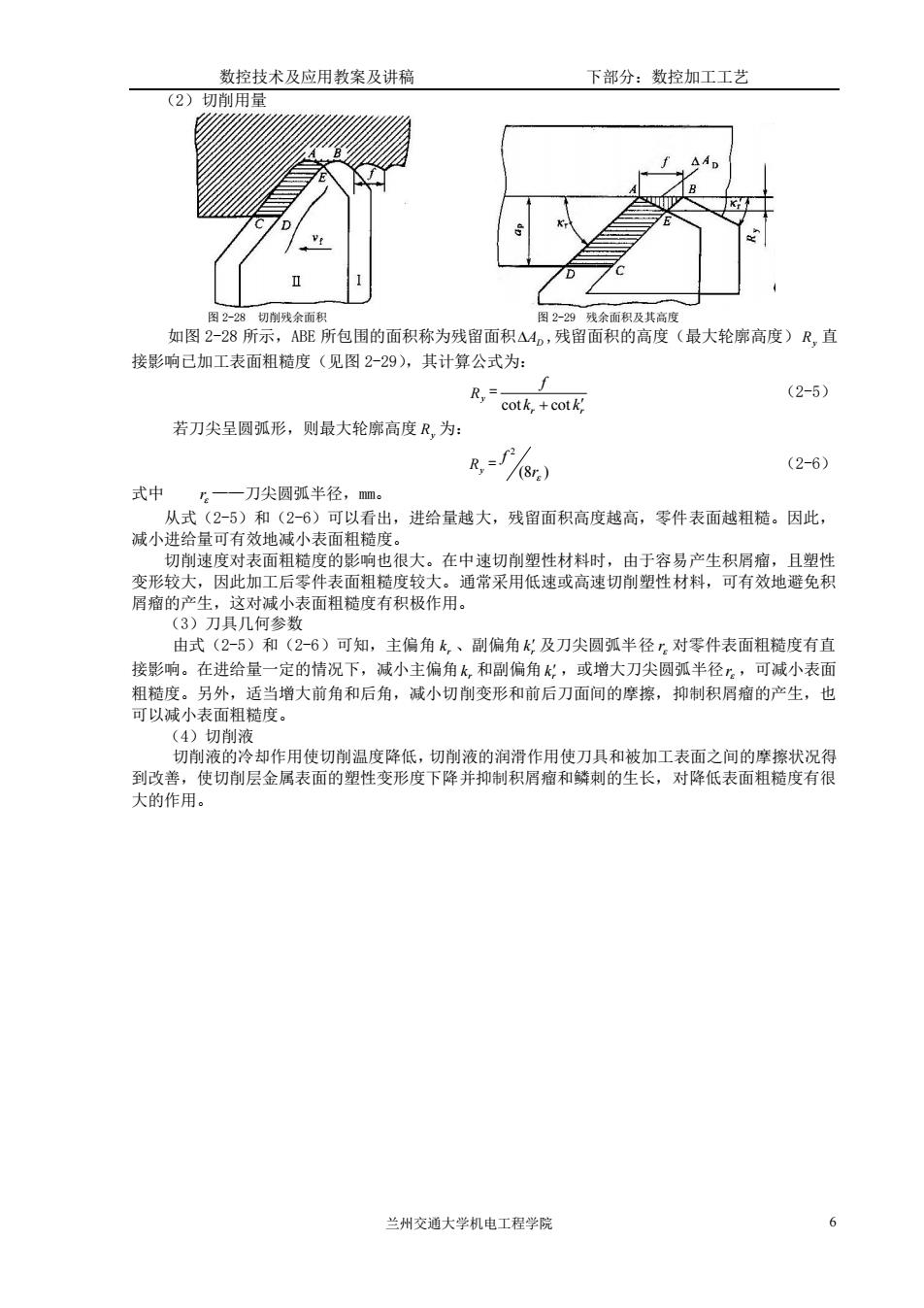
数控技术及应用教案及讲稿 下部分:数控加工工艺 (2)切削用量 如图228所深,健所包围的面积称为残留面积A残留面积的高度(最大轮廓高度)R,直 接影响已加工表面粗糙度(见图2-29), 其计算公式为: Reok,+cot (2-5 若刀尖呈圆弧形,则最大轮廓高度R,为 R,= (8r.) (2-6) 式中 刀尖圆弧半径, 可有效 ,进给量越大,残留面积高度越高,零件表面越粗糙。因此, 小表码 变形 很大。在中速切削塑性材料时,由于容易产生积眉瓶, 可有效地避免积 屑瘤的产生 这对减小表面粗糙度有积极作用。 (3)刀具几何参数 由式(2-5)和(2-6)可知,主偏角k,、副偏角及刀尖圆弧半径,对零件表面粗糙度有直 接影响。在进给量一定的情况下,减小主偏角k,和副偏角,或增大刀尖圆弧半径”,可减小表面 粗糙度。另外,适当增大前角和后角,减小切削变形和前后刀面间的摩擦,抑制积屑瘤的产生,也 可以诚小表面粗糙度, )切削液 切削液的冷却作用使切削温度降低,切削液的润滑作用使刀具和被加工表面之间的摩擦状况得 到改善,使切削层金属表面的塑性变形度下降并抑制积屑箱和鳞刺的生长,对降低表面粗糙度有很 大的作用。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 6 (2)切削用量 图 2-28 切削残余面积 图 2-29 残余面积及其高度 如图 2-28 所示,ABE 所包围的面积称为残留面积 AD ,残留面积的高度(最大轮廓高度) Ry 直 接影响已加工表面粗糙度(见图 2-29),其计算公式为: Ry = r r k k f cot + cot (2-5) 若刀尖呈圆弧形,则最大轮廓高度 Ry 为: Ry = (8 ) 2 r f (2-6) 式中 r ——刀尖圆弧半径,mm。 从式(2-5)和(2-6)可以看出,进给量越大,残留面积高度越高,零件表面越粗糙。因此, 减小进给量可有效地减小表面粗糙度。 切削速度对表面粗糙度的影响也很大。在中速切削塑性材料时,由于容易产生积屑瘤,且塑性 变形较大,因此加工后零件表面粗糙度较大。通常采用低速或高速切削塑性材料,可有效地避免积 屑瘤的产生,这对减小表面粗糙度有积极作用。 (3)刀具几何参数 由式(2-5)和(2-6)可知,主偏角 r k 、副偏角 r k 及刀尖圆弧半径 r 对零件表面粗糙度有直 接影响。在进给量一定的情况下,减小主偏角 r k 和副偏角 r k ,或增大刀尖圆弧半径 r ,可减小表面 粗糙度。另外,适当增大前角和后角,减小切削变形和前后刀面间的摩擦,抑制积屑瘤的产生,也 可以减小表面粗糙度。 (4)切削液 切削液的冷却作用使切削温度降低,切削液的润滑作用使刀具和被加工表面之间的摩擦状况得 到改善,使切削层金属表面的塑性变形度下降并抑制积屑瘤和鳞刺的生长,对降低表面粗糙度有很 大的作用