正在加载图片...
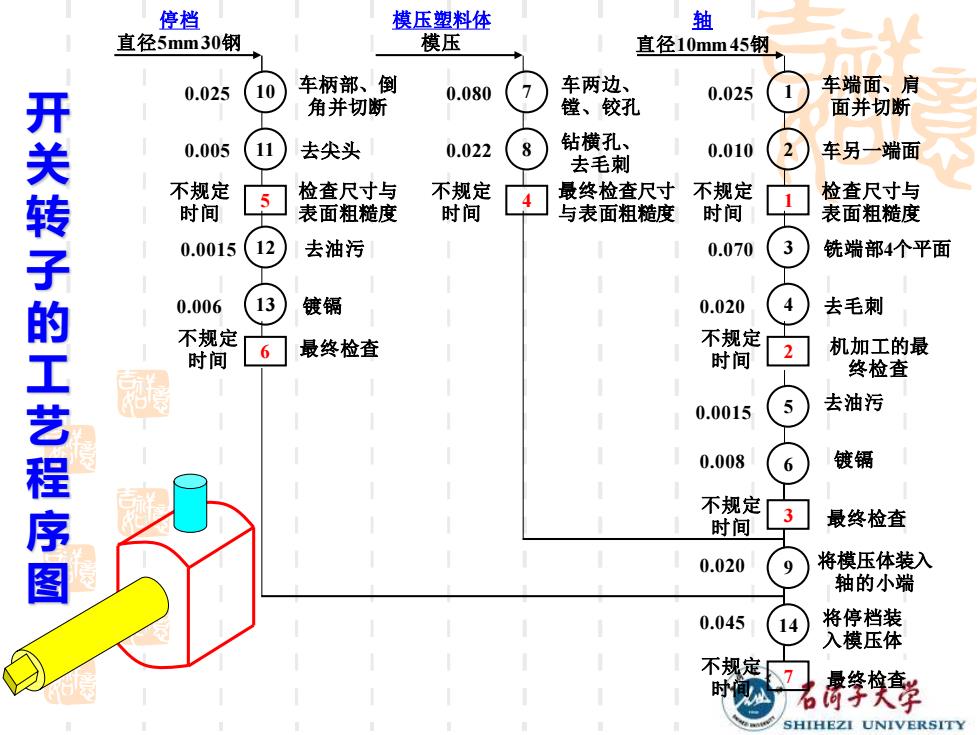
停档 模压塑料体 轴 直径5mm30钢 模压 直径10mm45钢 0.025 10 车柄部、倒 0.080 车两边、 0.025 车端面、肩 角并切断 镗、铰孔 面并切断 0.005 11 去尖头 0.022 8 钻横孔、 0.010 2 去毛刺 车另一端面 开关转子的工艺程序图 不规定 5 检查尺寸与 不规定 最终检查尺寸 不规定 检查尺寸与 时间 表面粗糙度 时间 与表面粗糙度 时间 1 表面粗糙度 0.0015 12 去油污 0.070 3 铣端部4个平面 0.006 镀镉 0.020 去毛刺 不规定 最终检查 不规定 6 机加工的最 时间 时间 2 终检查 0.0015 去油污 0.008 镀镉 不规定 时间 3 最终检查 0.020 将模压体装入 轴的小端 0.045 将停档装 入模压体 不规 已名香學学 SHIHEZI UNIVERSITY开关转子的工艺程序图 11232563 车端面、肩 面并切断 车另一端面 检查尺寸与 表面粗糙度 铣端部 4个平面 4 去毛刺 机加工的最 终检查 去油污 镀镉 最终检查 0.025 0.010 不规定 时间 0.070 0.020 不规定 时间 0.0015 0.008 不规定 时间 748 车两边、 镗、铰孔 钻横孔、 去毛刺 最终检查尺寸 与表面粗糙度 0.080 0.022 不规定 时间 直径10mm 45 钢 105 11 126 车柄部、倒 角并切断 去尖头 检查尺寸与 表面粗糙度 去油污 13 镀镉 最终检查 0.025 0.005 不规定 时间 0.0015 0.006 不规定 时间 模压 模压塑料体 轴 9 将模压体装入 轴的小端 0.020 147 最终检查 0.045 不规定 时间 将停档装 入模压体 直径5mm 30 钢 停档