正在加载图片...
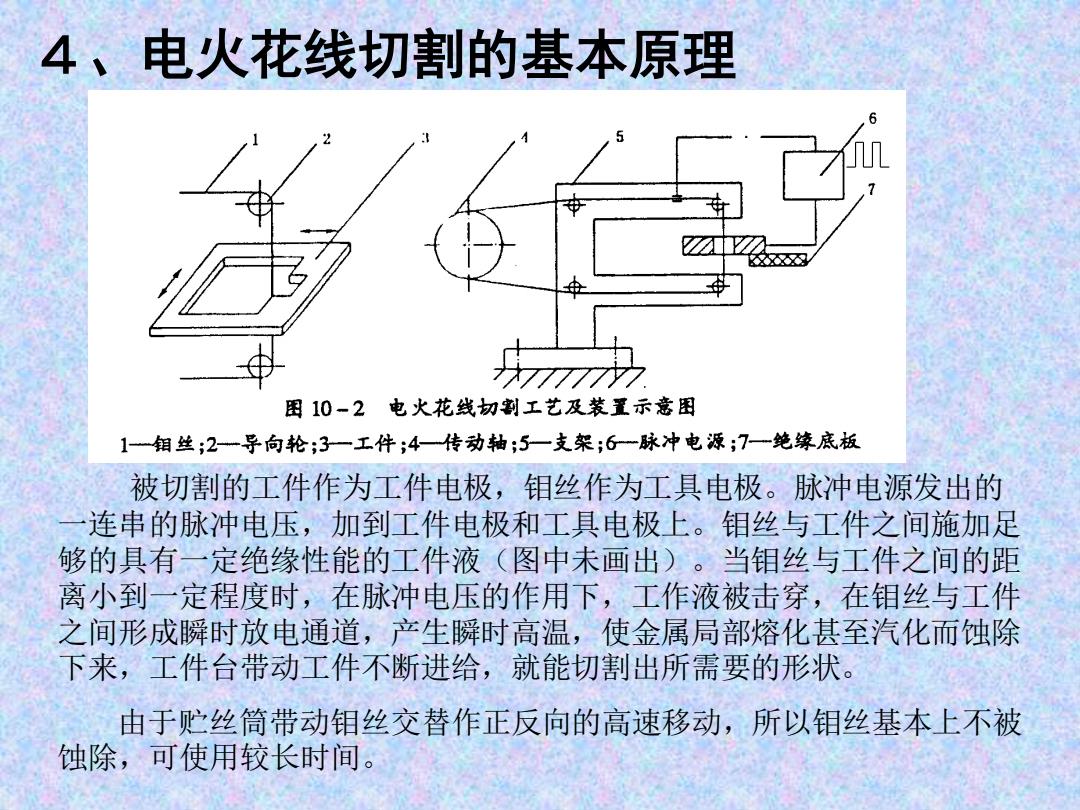
4、电火花线切割的基本原理 图10-2电火花线切割工艺及装置示意图 1钼丝;2一导向轮;3一工件;4一传动轴;5一支架;6一脉冲电源;7一绝缘底板 被切割的工件作为工件电极,钼丝作为工具电极。脉冲电源发出的 连串的脉冲电压,加到工件电极和工具电极上。钼丝与工件之间施加足 够的具有一定绝缘性能的工件液(图中未画出)。当钼丝与工件之间的距 离小到一定程度时,在脉冲电压的作用下,工作液被击穿,在钼丝与工件 之间形成瞬时放电通道,产生瞬时高温,使金属局部熔化甚至汽化而蚀除 下来,工件台带动工件不断进给,就能切割出所需要的形状。 由于贮丝筒带动钼丝交替作正反向的高速移动,所以钼丝基本上不被 蚀除,可使用较长时间。被切割的工件作为工件电极,钼丝作为工具电极。脉冲电源发出的 一连串的脉冲电压,加到工件电极和工具电极上。钼丝与工件之间施加足 够的具有一定绝缘性能的工件液(图中未画出)。当钼丝与工件之间的距 离小到一定程度时,在脉冲电压的作用下,工作液被击穿,在钼丝与工件 之间形成瞬时放电通道,产生瞬时高温,使金属局部熔化甚至汽化而蚀除 下来,工件台带动工件不断进给,就能切割出所需要的形状。 由于贮丝筒带动钼丝交替作正反向的高速移动,所以钼丝基本上不被 蚀除,可使用较长时间。 4、电火花线切割的基本原理