正在加载图片...
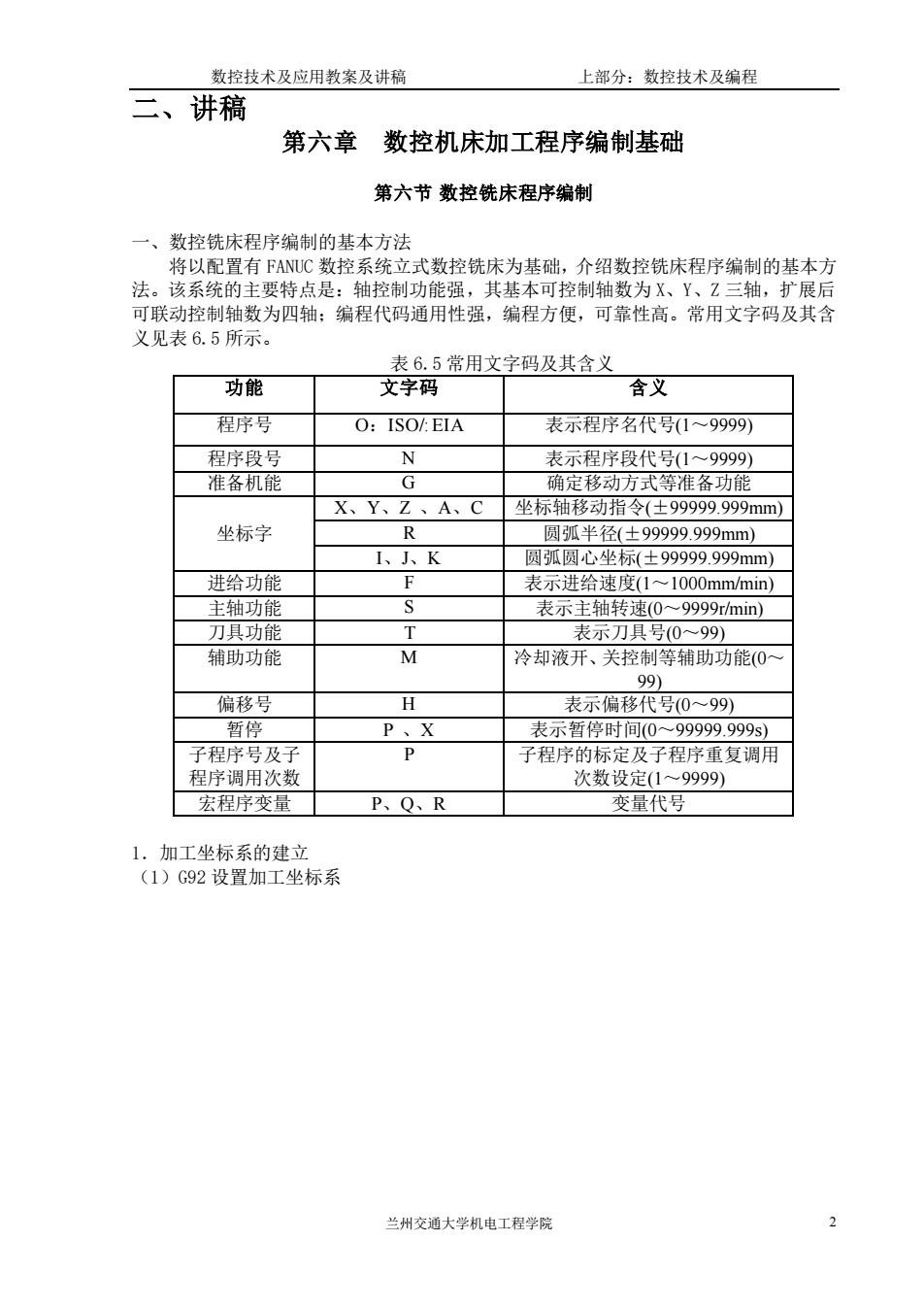
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第六章数控机床加工程序编制基础 第六节数控铣床程序编制 一、数控铣床程序编制的基本方法 将以配置有FANUC数控系统立式数控铣床为基础,介绍数控铣床程序编制的基本方 法。该系统的主要特点是:轴控制功能强,其基本可控制轴数为X、Y、Z三轴,扩展后 可联动控制轴数为四轴:编程代码通用性强,编程方便,可靠性高。常用文字码及其含 义见表6.5所示。 表6.5常用文字码及其含义 功能 文字码 含义 程序号 O:ISO/:EIA 表示程序名代号(1一9999列 程序段号 N 表示程字段代号(19999) 准备机能 确 动方式等准备功能 X、Y、Z、A、C坐标轴移动指令(±99999.999mm) 坐标字 R 圆弧半径(±99999.999mm) I、J、K 圆弧圆心坐标(±99999.999mm) 进给功能 表示进给速度1~1000mm/mim】 王细功能 表示主轴转速(0~9999rmin) 刀具功能 T 表示刀具号(099) 辅助助能 M 冷却液开、关控制等辅助功能(0一 99) 偏移号 H 表示偏移代号(0一99) 暂停 P、X 表示暂停时间(0~99999.999s) 子程序号及子 子程序的标定及子程序重复调用 程常调用次粉 次数设定(1~9999) 宏程序变量 P、Q、R 变量代号 1.加工坐标系的建立 (1)G92设置加工坐标系 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第六章 数控机床加工程序编制基础 第六节 数控铣床程序编制 一、数控铣床程序编制的基本方法 将以配置有 FANUC 数控系统立式数控铣床为基础,介绍数控铣床程序编制的基本方 法。该系统的主要特点是:轴控制功能强,其基本可控制轴数为 X、Y、Z 三轴,扩展后 可联动控制轴数为四轴;编程代码通用性强,编程方便,可靠性高。常用文字码及其含 义见表 6.5 所示。 表 6.5 常用文字码及其含义 功能 文字码 含义 程序号 O:ISO/: EIA 表示程序名代号(1~9999) 程序段号 N 表示程序段代号(1~9999) 准备机能 G 确定移动方式等准备功能 坐标字 X、Y、Z 、A、C 坐标轴移动指令(±99999.999mm) R 圆弧半径(±99999.999mm) I、J、K 圆弧圆心坐标(±99999.999mm) 进给功能 F 表示进给速度(1~1000mm/min) 主轴功能 S 表示主轴转速(0~9999r/min) 刀具功能 T 表示刀具号(0~99) 辅助功能 M 冷却液开、关控制等辅助功能(0~ 99) 偏移号 H 表示偏移代号(0~99) 暂停 P 、X 表示暂停时间(0~99999.999s) 子程序号及子 程序调用次数 P 子程序的标定及子程序重复调用 次数设定(1~9999) 宏程序变量 P、Q、R 变量代号 1.加工坐标系的建立 (1)G92 设置加工坐标系