正在加载图片...
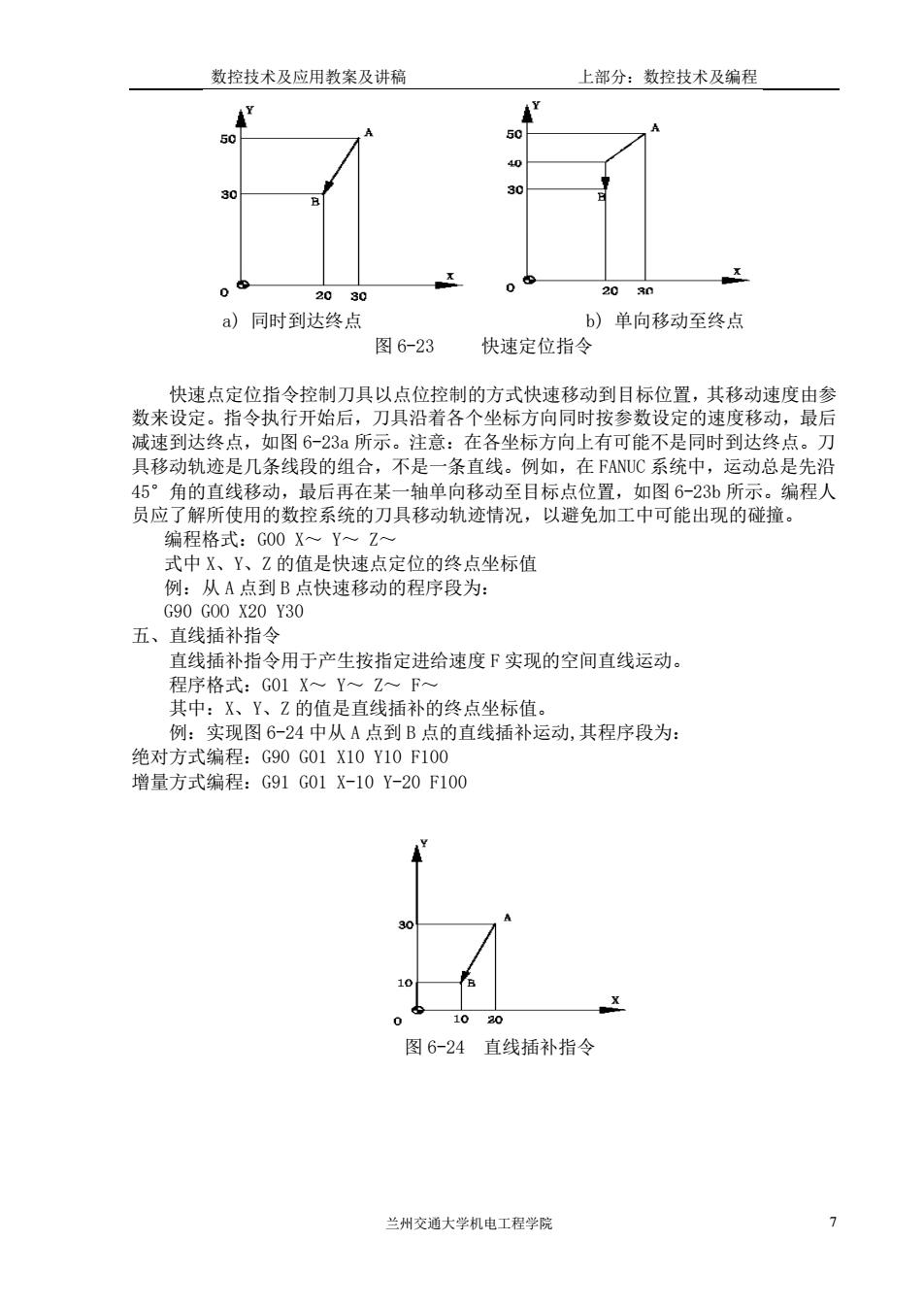
数控技术及应用教案及讲稿 上部分:数控技术及编程 30 a)同时到达终点 b)单向移动至终点 图6-23快速定位指令 快速点定位指令控制刀具以点位控制的方式快速移动到目标位置,其移动速度由参 数来设定 指令执行开始后 刀具沿着各个坐标方向同时按参数设定的速度移动, 后 减速到达终点,如图6-23a所示。注意:在各坐标方向上有可能不是同时到达终点:刀 具移动轨迹是几条线段的组合,不是一条直线。例如,在FNUC系统中,运动总是先沿 45°角的直线移动,最后再在某一轴单向移动至目标点位置,如图6-23b所示。编程人 员应了解所使用的数控系统的刀具移动轨迹情况,以避免加工中可能出现的碰撞。 编程格式:G00X~Y~Z 式中X、Y、Z的值是快速点定位的终点坐标值 例:从A点到B点快速移动的程序段为: G90G00X20Y30 五、直线插补指令 置精补指0用于产生按指定进给速度实现的空间直线运动 其中:X、Y、Z的值是直线插补的终点坐标值。 例:实现图6-24中从A点到B点的直线插补运动,其程序段为: 绝对方式编程:G90G01X10Y10F100 增量方式编程:G91G01X-10Y-20F100 1020 图6-24直线插补指令 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 7 a) 同时到达终点 b) 单向移动至终点 图 6-23 快速定位指令 快速点定位指令控制刀具以点位控制的方式快速移动到目标位置,其移动速度由参 数来设定。指令执行开始后,刀具沿着各个坐标方向同时按参数设定的速度移动,最后 减速到达终点,如图 6-23a 所示。注意:在各坐标方向上有可能不是同时到达终点。刀 具移动轨迹是几条线段的组合,不是一条直线。例如,在 FANUC 系统中,运动总是先沿 45°角的直线移动,最后再在某一轴单向移动至目标点位置,如图 6-23b 所示。编程人 员应了解所使用的数控系统的刀具移动轨迹情况,以避免加工中可能出现的碰撞。 编程格式:G00 X~ Y~ Z~ 式中 X、Y、Z 的值是快速点定位的终点坐标值 例:从 A 点到 B 点快速移动的程序段为: G90 GOO X20 Y30 五、直线插补指令 直线插补指令用于产生按指定进给速度 F 实现的空间直线运动。 程序格式:G01 X~ Y~ Z~ F~ 其中:X、Y、Z 的值是直线插补的终点坐标值。 例:实现图 6-24 中从 A 点到 B 点的直线插补运动,其程序段为: 绝对方式编程:G90 G01 X10 Y10 F100 增量方式编程:G91 G01 X-10 Y-20 F100 图 6-24 直线插补指令