正在加载图片...
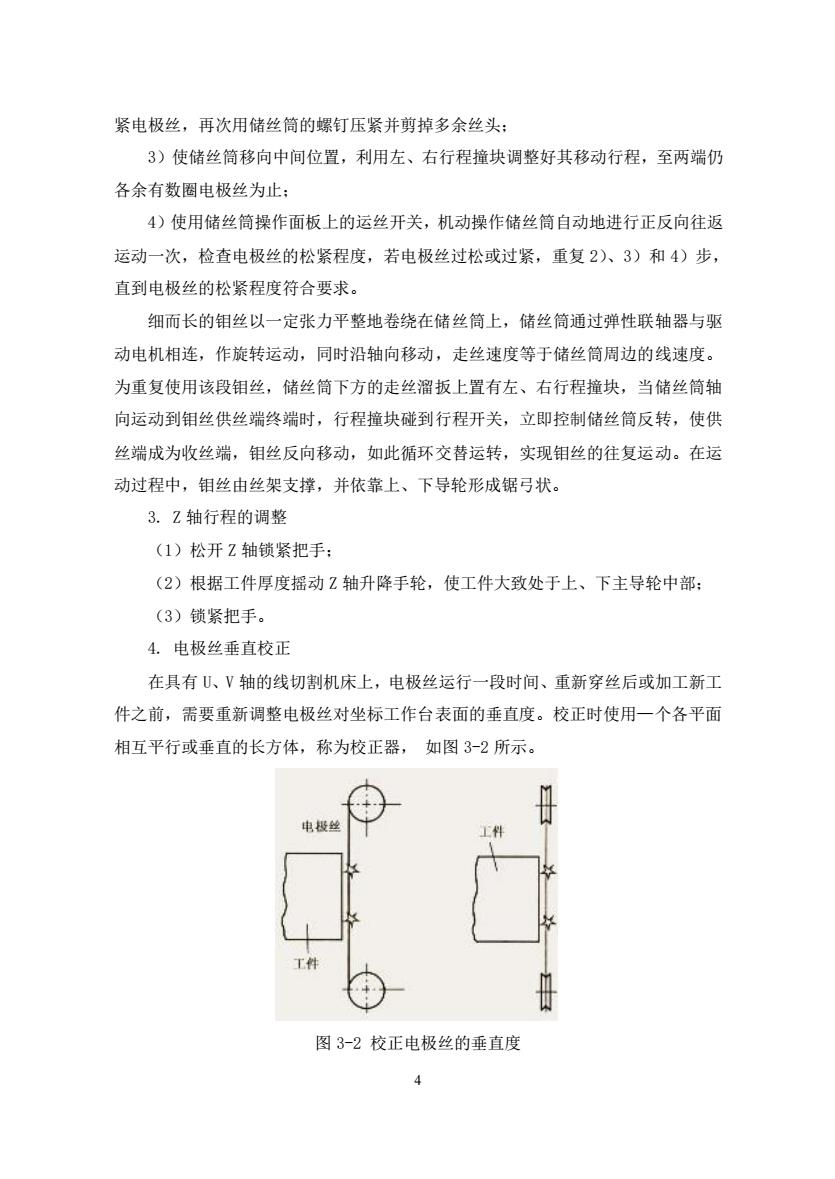
紧电极丝,再次用储丝筒的螺钉压紧并剪掉多余丝头: 3)使储丝筒移向中间位置,利用左、右行程撞块调整好其移动行程,至两端仍 各余有数圈电极丝为止: 4)使用储丝筒操作面板上的运丝开关,机动操作储丝筒自动地进行正反向往返 运动一次,检查电极丝的松紧程度,若电极丝过松或过紧,重复2)、3)和4)步, 直到电极丝的松紧程度符合要求。 细而长的钼丝以一定张力平整地卷绕在储丝筒上,储丝筒通过弹性联轴器与驱 动电机相连,作旋转运动,同时沿轴向移动,走丝速度等于储丝筒周边的线速度。 为重复使用该段钼丝,储丝筒下方的走丝溜扳上置有左、右行程撞块,当储丝筒轴 向运动到钼丝供丝端终端时,行程撞块碰到行程开关,立即控制储丝筒反转,使供 丝端成为收丝端,钼丝反向移动,如此循环交替运转,实现钼丝的往复运动。在运 动过程中,钼丝由丝架支撑,并依靠上、下导轮形成锯弓状。 3.Z轴行程的调整 (1)松开Z轴锁紧把手: (2)根据工件厚度摇动Z轴升降手轮,使工件大致处于上、下主导轮中部: (3)锁紧把手。 4.电极丝垂直校正 在具有儿、V轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工 件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用一个各平面 相互平行或垂直的长方体,称为校正器,如图3-2所示 图3-2校正电极丝的垂直度 4 4 紧电极丝,再次用储丝筒的螺钉压紧并剪掉多余丝头; 3)使储丝筒移向中间位置,利用左、右行程撞块调整好其移动行程,至两端仍 各余有数圈电极丝为止; 4)使用储丝筒操作面板上的运丝开关,机动操作储丝筒自动地进行正反向往返 运动一次,检查电极丝的松紧程度,若电极丝过松或过紧,重复 2)、3)和 4)步, 直到电极丝的松紧程度符合要求。 细而长的钼丝以一定张力平整地卷绕在储丝筒上,储丝筒通过弹性联轴器与驱 动电机相连,作旋转运动,同时沿轴向移动,走丝速度等于储丝筒周边的线速度。 为重复使用该段钼丝,储丝筒下方的走丝溜扳上置有左、右行程撞块,当储丝筒轴 向运动到钼丝供丝端终端时,行程撞块碰到行程开关,立即控制储丝筒反转,使供 丝端成为收丝端,钼丝反向移动,如此循环交替运转,实现钼丝的往复运动。在运 动过程中,钼丝由丝架支撑,并依靠上、下导轮形成锯弓状。 3. Z 轴行程的调整 (1)松开 Z 轴锁紧把手; (2)根据工件厚度摇动 Z 轴升降手轮,使工件大致处于上、下主导轮中部; (3)锁紧把手。 4. 电极丝垂直校正 在具有 U、V 轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工 件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用—个各平面 相互平行或垂直的长方体,称为校正器, 如图 3-2 所示。 图 3-2 校正电极丝的垂直度