点击下载:兰州交通大学:《数控技术及应用》课程教学资源(习题)数控加工工艺(理论教学习题)
正在加载图片...
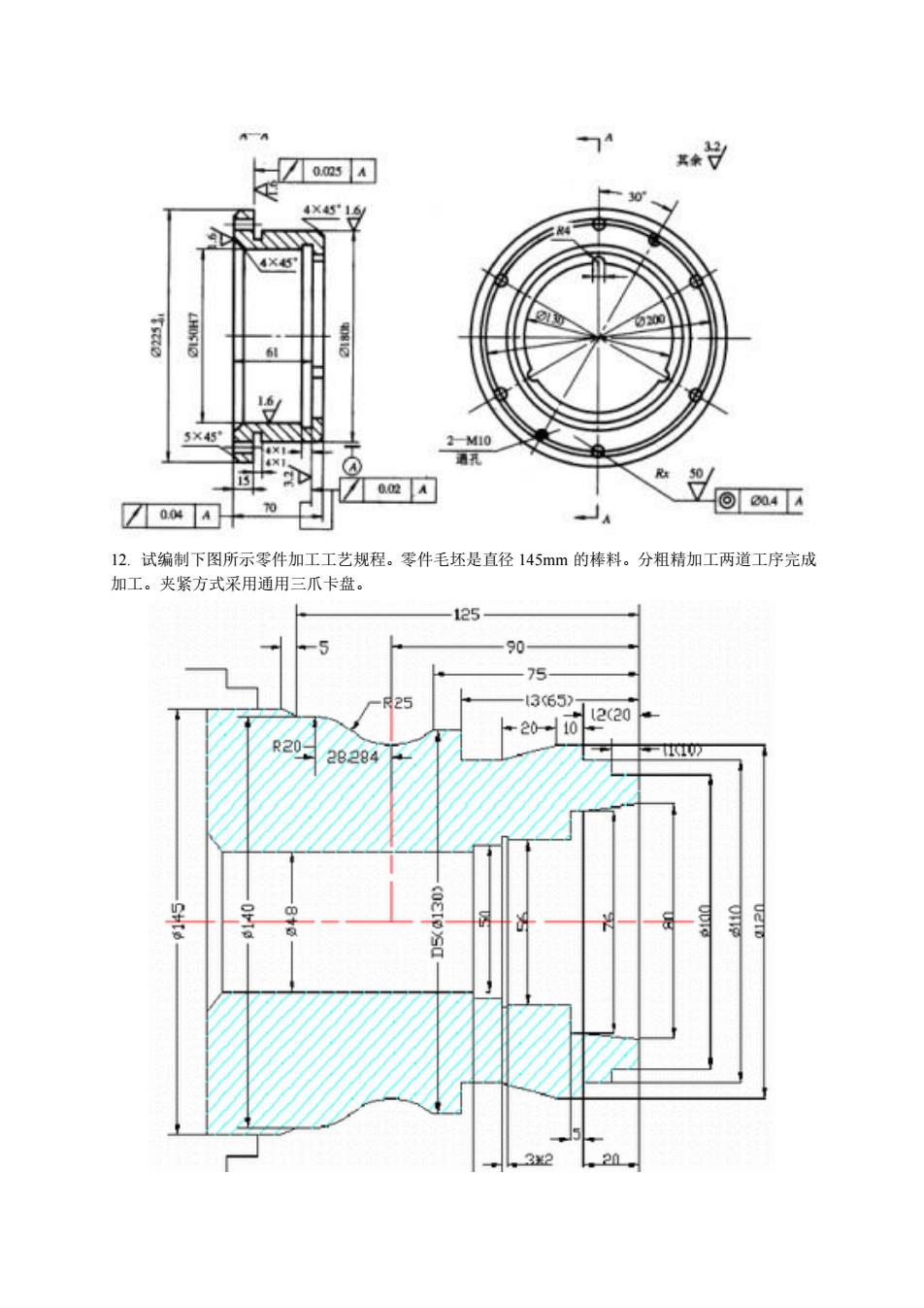
上-☑asW X45 A m闪 12.试编制下图所示零件加工工艺规程。零件毛坏是直径145mm的棒料。分粗精加工两道工序完成 加工。夹紧方式采用通用三爪卡盘。 125 75 -365) R20 2828412. 试编制下图所示零件加工工艺规程。零件毛坯是直径 145mm 的棒料。分粗精加工两道工序完成 加工。夹紧方式采用通用三爪卡盘
<<向上翻页
向下翻页>>
点击下载:兰州交通大学:《数控技术及应用》课程教学资源(习题)数控加工工艺(理论教学习题)
©2008-现在 cucdc.com 高等教育资讯网 版权所有