正在加载图片...
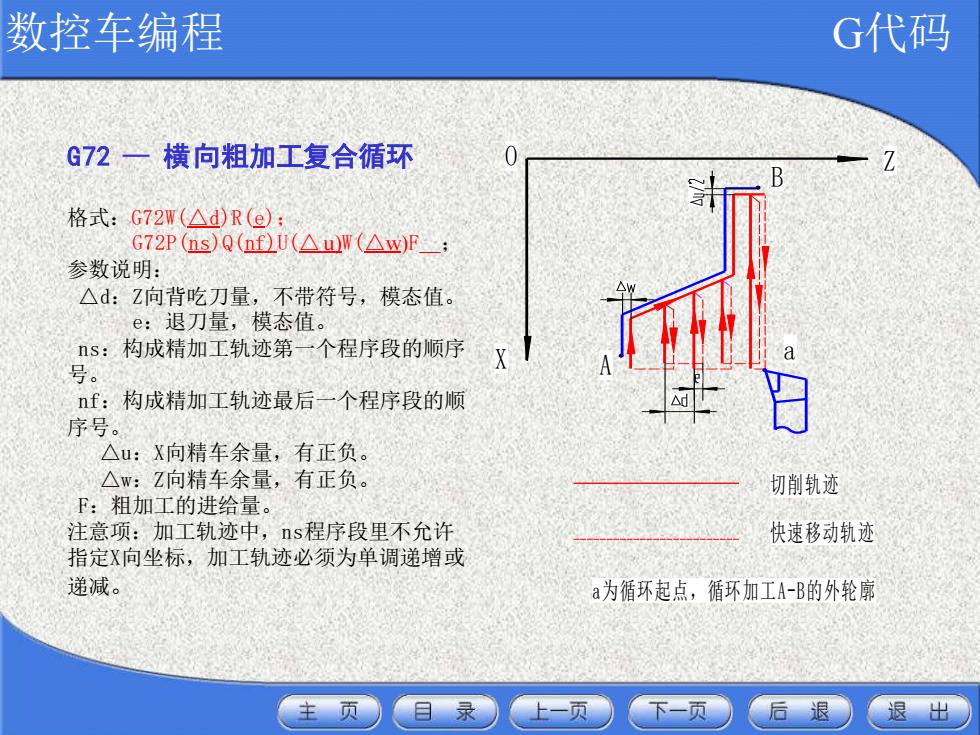
数控车编程 G代码 G72一横向粗加工复合循环 0 格式:G72W(△d)R(e) G72P(ns)Q(nf)U(△uW(△w)F: 参数说明: △d:Z向背吃刀量,不带符号,模态值。 e:退刀量,模态值。 ns:构成精加工轨迹第一个程序段的顺序 X 号。 nf:构成精加工轨迹最后一个程序段的顺 序号。 △u:X向精车余量,有正负。 △w:Z向精车余量,有正负。 切削轨迹 F:粗加工的进给量。 注意项:加工轨迹中,ns程序段里不允许 快速移动轨迹 指定X向坐标,加工轨迹必须为单调递增或 递减。 a为循环起点,循环加工A-B的外轮廓 页 目录 一页 一页 后退 退出 数控车编程 G代码 G72 — 横向粗加工复合循环 格式:G72W( △ d)R( e ) ; G72P(ns)Q(nf)U( △u)W( △ w ) F _ ; 参数说明: △d:Z向背吃刀量,不带符号,模态值。 e:退刀量,模态值。 ns:构成精加工轨迹第一个程序段的顺序 号。 nf:构成精加工轨迹最后一个程序段的顺 序号。△ u : X向精车余量,有正负。 △ w : Z向精车余量,有正负。 F:粗加工的进给量。 注意项:加工轨迹中,ns程序段里不允许 指定 X向坐标,加工轨迹必须为单调递增或 递减 。 Z B OX A a快速移动轨迹 切削轨迹 a为循环起点,循环加工A-B的外轮廓