正在加载图片...
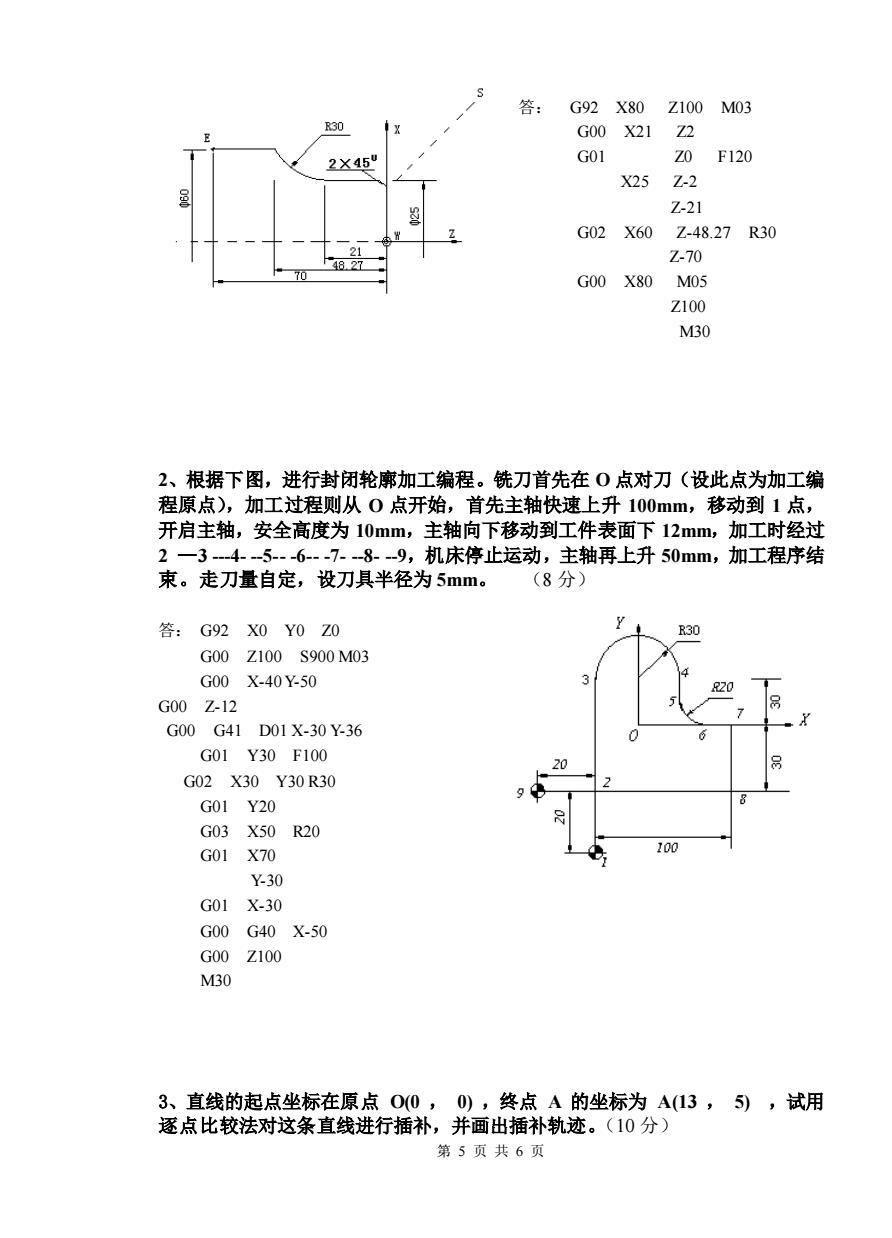
答:G92X80 Z100M03 B30 G00 2×45" G01 Z0F120 X25 2-2 Z-21 G02X60 Z-48.27R30 827 Z-70 G00X80M05 Z100 2、根据下图,进行封闭轮廓加工编程。铣刀首先在0点对刀(设此点为加工编 程原点),加工过程则从0点开始,首先主轴快速上升100mm,移动到1点, 开启主轴,安全高度为10mm,主轴向下移动到工件表面下12mm,加工时经过 2一34-5-6-7-8-9,机床停止运动,主轴再上升50mm,加工程序结 束。走刀量自定,设刀具半径为5mm。 (8分) 答:G92X0Y0Z0 G00Z100S900M0 G00X-40Y-50 G007.12 G00 G41 D01X-30Y-36 G01Y30F100 G02X30Y30R30 G01Y20 G03X50R20 G01 X70 Y.30 G01X-30 G00G40X-50 G00Z100 M30 3、直线的起点坐标在原点00,0),终点A的坐标为A(13,5),试用 逐点比较法对这条直线进行插补,并画出插补轨迹。(10分) 第5页共6页第 5 页 共 6 页 答: G92 X80 Z100 M03 G00 X21 Z2 G01 Z0 F120 X25 Z-2 Z-21 G02 X60 Z-48.27 R30 Z-70 G00 X80 M05 Z100 M30 2、根据下图,进行封闭轮廓加工编程。铣刀首先在 O 点对刀(设此点为加工编 程原点),加工过程则从 O 点开始,首先主轴快速上升 100mm,移动到 1 点, 开启主轴,安全高度为 10mm,主轴向下移动到工件表面下 12mm,加工时经过 2 —3 -4- -5- -6- -7- -8- -9,机床停止运动,主轴再上升 50mm,加工程序结 束。走刀量自定,设刀具半径为 5mm。 (8 分) 答: G92 X0 Y0 Z0 G00 Z100 S900 M03 G00 X-40 Y-50 G00 Z-12 G00 G41 D01 X-30 Y-36 G01 Y30 F100 G02 X30 Y30 R30 G01 Y20 G03 X50 R20 G01 X70 Y-30 G01 X-30 G00 G40 X-50 G00 Z100 M30 3、直线的起点坐标在原点 O(0 , 0) ,终点 A 的坐标为 A(13 , 5) ,试用 逐点比较法对这条直线进行插补,并画出插补轨迹。(10 分)