正在加载图片...
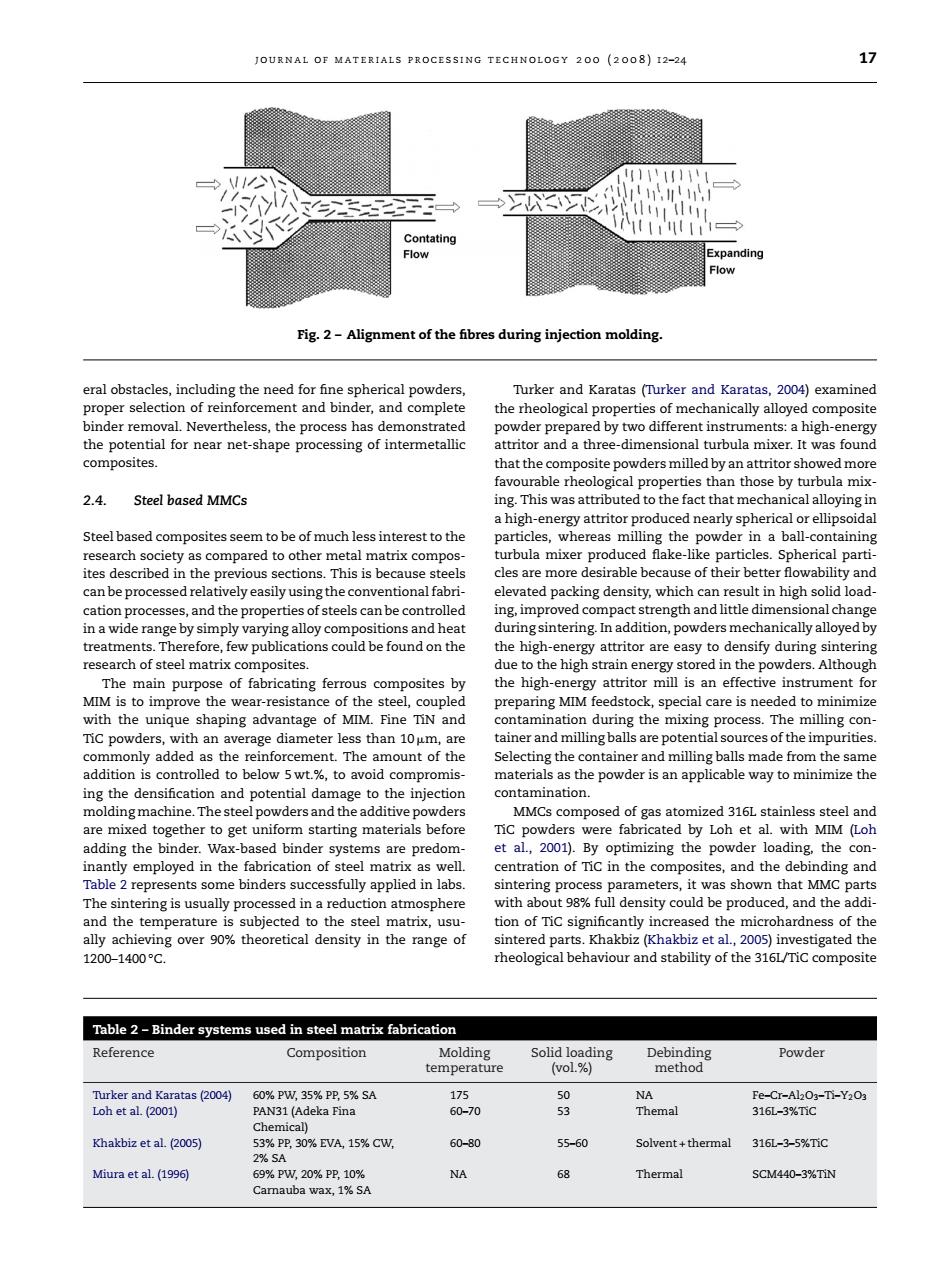
JOURNAL OF MATERIALS PROCESSING TECHNOLOGY 200(2008)12-24 17 正→ Flow Fig.2-Alignment of the fibres during injection molding. Turker and Karatas (Turker and Karatas,2004)examined of rei e rheological properte t mec nically alloyed the po attritor and a threedimensional turbula mixer.It was found composites. that the composite pow ders milled by an attritor showed mor 24 Steel based mmcs peaEmncthlesinterestothe a high-energy attritor produced nearly spherical or ellipsoida -conta revious sections.This is because ste can be process vated pac ng density.which can r alloy compositions and heat during sintering.In addition,powders mechanically alloyed by ,few publi cations could be found on the of fabricating fer tes by ment for the wearresistance of the stee couped preparing MIM feedstock.special care is needed to minimiz tag ot MIM ing process. the made from thesame add low 5 wt. to avoid comprom maten as the powder is an appli cable way to minimize the 出ghaeeThestepowdesandheadawepodee MMCs composed of gas atomized 316L stainless steel and are mix ed toget o get uni orm starting materia nc vere fabricated by Loh with MIM (Lol ng the ploved in the fabrica ation ofys ntration of Tic in the co andthe debindin and Table 2 represents some binders successfully applied in labs sintering process parameters,it was shown that MMO C part ed in a re f th ed parts 1200-1400°0 rheological behaviour and stability of the 3161/TiC compo 1t6 Table 2-Binder sed in steel matrix fabrication (vol.ing olid temperature and Karatas(2004) 59 Khakbizet al(2005) 0%%CW. 60-80 55-60 Solvent+thermal 316L-3-5%TiC Miuraetal(19) A 68 Thermal SCM440-3XTIN journal of materials processing technology 200 (2008) 12–24 17 Fig. 2 – Alignment of the fibres during injection molding. eral obstacles, including the need for fine spherical powders, proper selection of reinforcement and binder, and complete binder removal. Nevertheless, the process has demonstrated the potential for near net-shape processing of intermetallic composites. 2.4. Steel based MMCs Steel based composites seem to be of much less interest to the research society as compared to other metal matrix composites described in the previous sections. This is because steels can be processed relatively easily using the conventional fabrication processes, and the properties of steels can be controlled in a wide range by simply varying alloy compositions and heat treatments. Therefore, few publications could be found on the research of steel matrix composites. The main purpose of fabricating ferrous composites by MIM is to improve the wear-resistance of the steel, coupled with the unique shaping advantage of MIM. Fine TiN and TiC powders, with an average diameter less than 10m, are commonly added as the reinforcement. The amount of the addition is controlled to below 5 wt.%, to avoid compromising the densification and potential damage to the injection molding machine. The steel powders and the additive powders are mixed together to get uniform starting materials before adding the binder. Wax-based binder systems are predominantly employed in the fabrication of steel matrix as well. Table 2 represents some binders successfully applied in labs. The sintering is usually processed in a reduction atmosphere and the temperature is subjected to the steel matrix, usually achieving over 90% theoretical density in the range of 1200–1400 ◦C. Turker and Karatas (Turker and Karatas, 2004) examined the rheological properties of mechanically alloyed composite powder prepared by two different instruments: a high-energy attritor and a three-dimensional turbula mixer. It was found that the composite powders milled by an attritor showed more favourable rheological properties than those by turbula mixing. This was attributed to the fact that mechanical alloying in a high-energy attritor produced nearly spherical or ellipsoidal particles, whereas milling the powder in a ball-containing turbula mixer produced flake-like particles. Spherical particles are more desirable because of their better flowability and elevated packing density, which can result in high solid loading, improved compact strength and little dimensional change during sintering. In addition, powders mechanically alloyed by the high-energy attritor are easy to densify during sintering due to the high strain energy stored in the powders. Although the high-energy attritor mill is an effective instrument for preparing MIM feedstock, special care is needed to minimize contamination during the mixing process. The milling container and milling balls are potential sources of the impurities. Selecting the container and milling balls made from the same materials as the powder is an applicable way to minimize the contamination. MMCs composed of gas atomized 316L stainless steel and TiC powders were fabricated by Loh et al. with MIM (Loh et al., 2001). By optimizing the powder loading, the concentration of TiC in the composites, and the debinding and sintering process parameters, it was shown that MMC parts with about 98% full density could be produced, and the addition of TiC significantly increased the microhardness of the sintered parts. Khakbiz (Khakbiz et al., 2005) investigated the rheological behaviour and stability of the 316L/TiC composite Table 2 – Binder systems used in steel matrix fabrication Reference Composition Molding temperature Solid loading (vol.%) Debinding method Powder Turker and Karatas (2004) 60% PW, 35% PP, 5% SA 175 50 NA Fe–Cr–Al2O3–Ti–Y2O3 Loh et al. (2001) PAN31 (Adeka Fina Chemical) 60–70 53 Themal 316L–3%TiC Khakbiz et al. (2005) 53% PP, 30% EVA, 15% CW, 2% SA 60–80 55–60 Solvent + thermal 316L–3–5%TiC Miura et al. (1996) 69% PW, 20% PP, 10% Carnauba wax, 1% SA NA 68 Thermal SCM440–3%TiN�