正在加载图片...
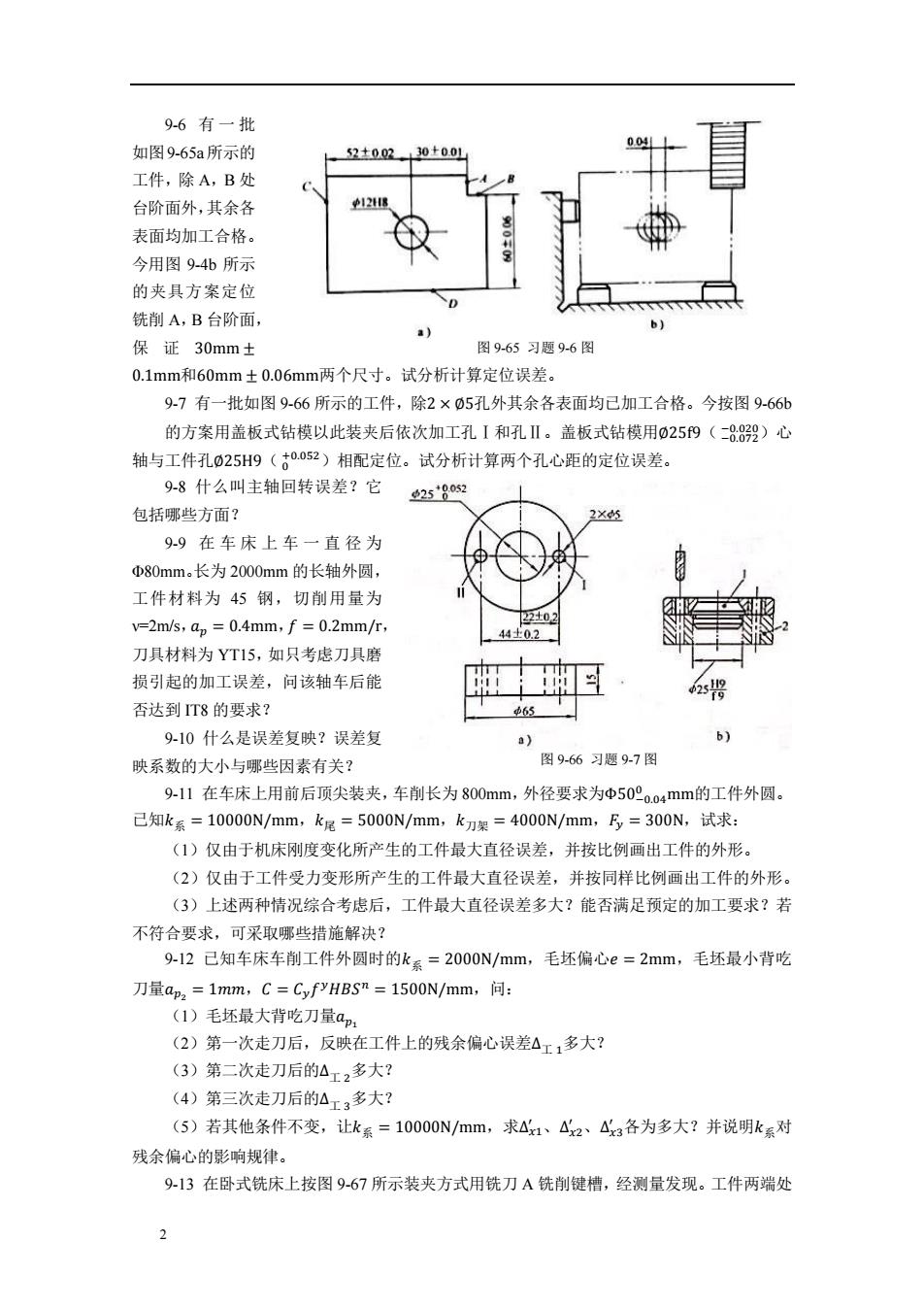
9-6有一批 如图9-65a所示的 52±00230±001 工件,除A,B处 台阶面外,其余各 12I8 表面均加工合格。 今用图9-4b所示 的夹具方案定位 铣削A,B台阶面, a 保证30mm± 图9-65习题9-6图 0.1mm和60mm±0.06mm两个尺寸。试分析计算定位误差。 9-7有一批如图9-66所示的工件,除2×05孔外其余各表面均已加工合格。今按图9-66b 的方案用盖板式钻模以此装夹后依次加工孔【和孔Ⅱ。盖板式钻模用0259(8)心 轴与工件孔025H9(0.052)相配定位。试分析计算两个孔心距的定位误差。 9-8什么叫主轴回转误差?它 258052 包括哪些方面? 2×5 99在车床上车一直径为 Φ80mm。长为2000mm的长轴外圆, 工件材料为45钢,切削用量为 22士0 v=2m/s,ap=0.4mm,f 0.2mm/r, 44±0.2 刀具材料为YT15,如只考虑刀具磨 损引起的加工误差,问该轴车后能 2s 否达到T8的要求? 中65 9-10什么是误差复映?误差复 a) b) 映系数的大小与哪些因素有关? 图9-66习题9-7图 9-11在车床上用前后顶尖装夹,车削长为800mm,外径要求为φ50°o.o4mm的工件外圆。 己知k系=10000N/mm,k尾=5000N/mm,k刀架=4000N/mm,F,=300N,试求: (1)仅由于机床刚度变化所产生的工件最大直径误差,并按比例画出工件的外形。 (2)仅由于工件受力变形所产生的工件最大直径误差,并按同样比例画出工件的外形。 (3)上述两种情况综合考虑后,工件最大直径误差多大?能否满足预定的加工要求?若 不符合要求,可采取哪些措施解决? 9-12已知车床车削工件外圆时的k系=2000N/mm,毛坯偏心e=2mm,毛坯最小背吃 刀量ap2=1mm,C=CyfyHBSn=1500N/mm,问: (1)毛坯最大背吃刀量a2 (2)第一次走刀后,反映在工件上的残余偏心误差△工1多大? (3)第二次走刀后的△工2多大? (4)第三次走刀后的△工3多大? (5)若其他条件不变,让k系=10000N/mm,求△x1、△x2、△3各为多大?并说明k系对 残余偏心的影响规律。 9-13在卧式铣床上按图9-67所示装夹方式用铣刀A铣削键槽,经测量发现。工件两端处 22 9-6 有一批 如图9-65a所示的 工件,除 A,B 处 台阶面外,其余各 表面均加工合格。 今用图 9-4b 所示 的夹具方案定位 铣削 A,B 台阶面, 保 证 30mm ± 0.1mm和60mm ± 0.06mm两个尺寸。试分析计算定位误差。 9-7 有一批如图 9-66 所示的工件,除2 × ∅5孔外其余各表面均已加工合格。今按图 9-66b 的方案用盖板式钻模以此装夹后依次加工孔Ⅰ和孔Ⅱ。盖板式钻模用∅25f9( −0.072 −0.020)心 轴与工件孔∅25H9( 0 +0.052)相配定位。试分析计算两个孔心距的定位误差。 9-8 什么叫主轴回转误差?它 包括哪些方面? 9-9 在车床上车一直径为 Φ80mm。长为 2000mm 的长轴外圆, 工件材料为 45 钢,切削用量为 ν=2m/s,𝑎𝑝 = 0.4mm,𝑓 = 0.2mm/r, 刀具材料为 YT15,如只考虑刀具磨 损引起的加工误差,问该轴车后能 否达到 IT8 的要求? 9-10 什么是误差复映?误差复 映系数的大小与哪些因素有关? 9-11 在车床上用前后顶尖装夹,车削长为 800mm,外径要求为Φ50−0.04 0 mm的工件外圆。 已知𝑘系 = 10000N/mm,𝑘尾 = 5000N/mm,𝑘刀架 = 4000N/mm,𝐹𝑦 = 300N,试求: (1)仅由于机床刚度变化所产生的工件最大直径误差,并按比例画出工件的外形。 (2)仅由于工件受力变形所产生的工件最大直径误差,并按同样比例画出工件的外形。 (3)上述两种情况综合考虑后,工件最大直径误差多大?能否满足预定的加工要求?若 不符合要求,可采取哪些措施解决? 9-12 已知车床车削工件外圆时的𝑘系 = 2000N/mm,毛坯偏心𝑒 = 2mm,毛坯最小背吃 刀量𝑎𝑝2 = 1𝑚𝑚,𝐶 = 𝐶𝑦𝑓 𝑦𝐻𝐵𝑆 𝑛 = 1500N/mm,问: (1)毛坯最大背吃刀量𝑎𝑝1 (2)第一次走刀后,反映在工件上的残余偏心误差Δ工 1多大? (3)第二次走刀后的Δ工 2多大? (4)第三次走刀后的Δ工 3多大? (5)若其他条件不变,让𝑘系 = 10000N/mm,求Δ𝑥1 ′ 、Δ𝑥2 ′ 、Δ𝑥3 ′ 各为多大?并说明𝑘系对 残余偏心的影响规律。 9-13 在卧式铣床上按图 9-67 所示装夹方式用铣刀 A 铣削键槽,经测量发现。工件两端处 图 9-65 习题 9-6 图 图 9-66 习题 9-7 图