正在加载图片...
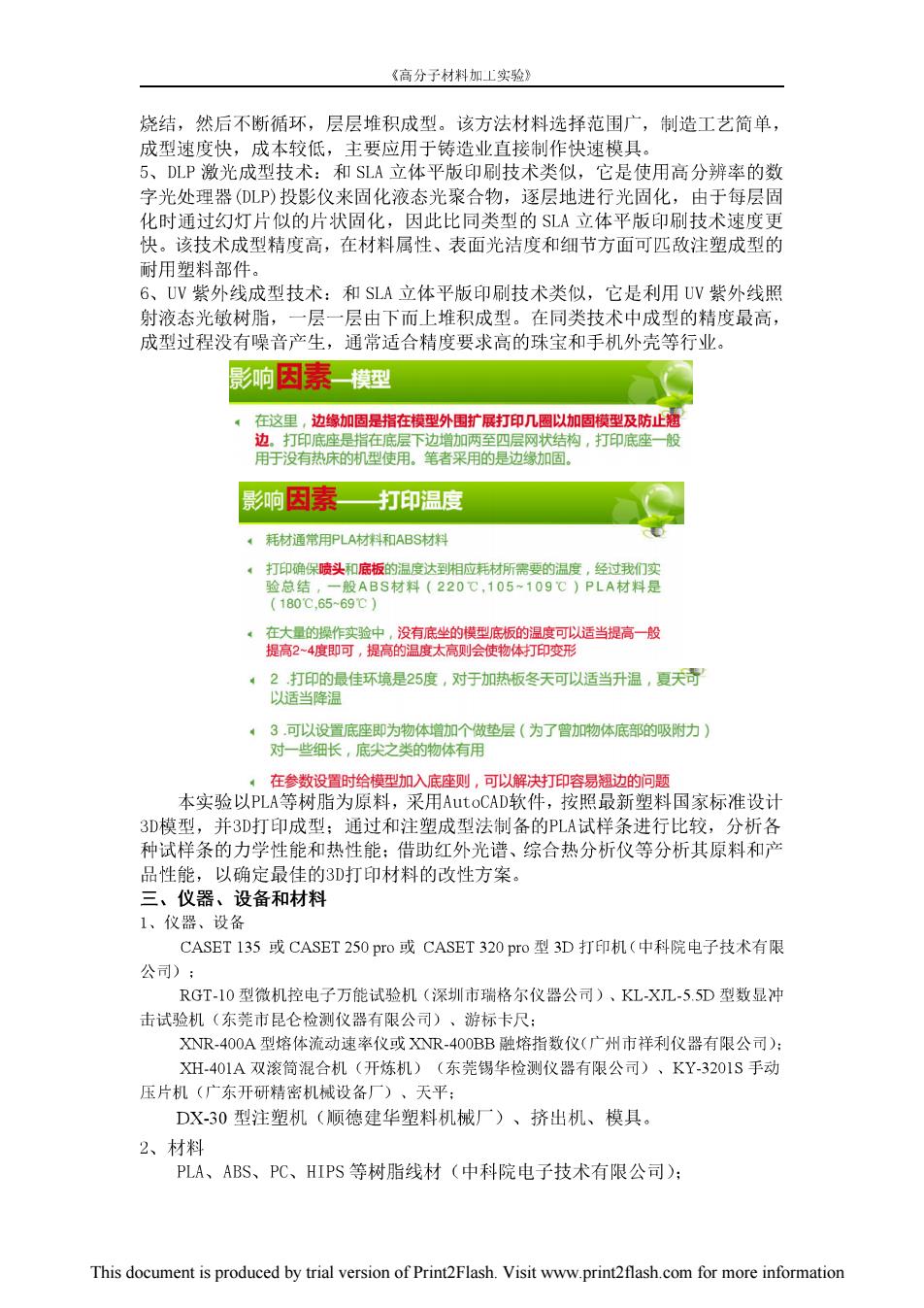
《高分子材料加工实验》 烧结,然后不断循环,层层堆积成型。该方法材料选择范围广,制造工艺简单, 成型速度快,成本较低,主要应用于铸造业直接制作快速模具。 5、DLP激光成型技术:和SLA立体平版印刷技术类似,它是使用高分辨率的数 字光处理器(DLP)投影仪来固化液态光聚合物,逐层地进行光固化,由于每层固 化时通过幻灯片似的片状固化,因此比同类型的SLA立体平版印刷技术速度更 快。该技术成型精度高,在材料属性、表面光洁度和细节方面可匹敌注塑成型的 耐用塑料部件。 6、UV紫外线成型技术:和SLA立体平版印刷技术类似,它是利用UV紫外线照 射液态光敏树脂,一层一层由下而上堆积成型。在同类技术中成型的精度最高, 成型过程没有噪音产生,通常适合精度要求高的珠宝和手机外壳等行业。 影响因素 模型 在这里,边缘加固是指在模型外围扩展打印几圈以加固模型及防止翘 边。打印底座是指在底层下边增加两至四层网状结构,打印底座一般 用于没有热床的机型使用。笔者采用的是边缘加固。 影响因素 打印温度 耗材通常用PLA材料和ABS材料 “打印确保喷头和底板的温度达到相应耗材所需要的温度,经过我们实 验总结,一般ABS材料(220℃,105~109℃)PLA材料是 (180℃,65-69℃) 在大量的操作实验中,没有底坐的模型底板的温度可以适当提高一般 提高2~4度即可,提高的温度太高则会使物体打印变形 42打印的最佳环境是25度,对于加热板冬天可以适当升温,夏天奇 以适当降温 ·3可以设置底座即为物体增加个做垫层(为了曾加物体底部的吸附力)】 对一些细长,底尖之类的物体有用 ,在参数设置时给模型加入底座则,可以解决打印容易翘边的问题 本实验以PLA等树脂为原料,采用AutoCAD软件,按照最新塑料国家标准设计 3D模型,并3D打印成型;通过和注塑成型法制备的PLA试样条进行比较,分析各 种试样条的力学性能和热性能:借助红外光谱、综合热分析仪等分析其原料和产 品性能,以确定最佳的3D打印材料的改性方案。 三、仪器、设备和材料 1、仪器、设备 CASET135或CASET250pro或CASET320pro型3D打印机(中科院电子技术有限 公司): RGT-10型微机控电子万能试验机(深圳市瑞格尔仪器公司)、KLXL-5.5D型数显冲 击试验机(东莞市昆仑检测仪器有限公司)、游标卡尺: NR-400A型熔体流动速率仪或NR-400BB融熔指数仪(广州市祥利仪器有限公司): H-401A双滚筒混合机(开炼机)(东莞锡华检测仪器有限公司)、KY-3201S手动 压片机(广东开研精密机械设备厂)、天平: DX-30型注塑机(顺德建华塑料机械厂)、挤出机、模具。 2、材料 PLA、ABS、PC、HIPS等树脂线材(中科院电子技术有限公司): This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information