正在加载图片...
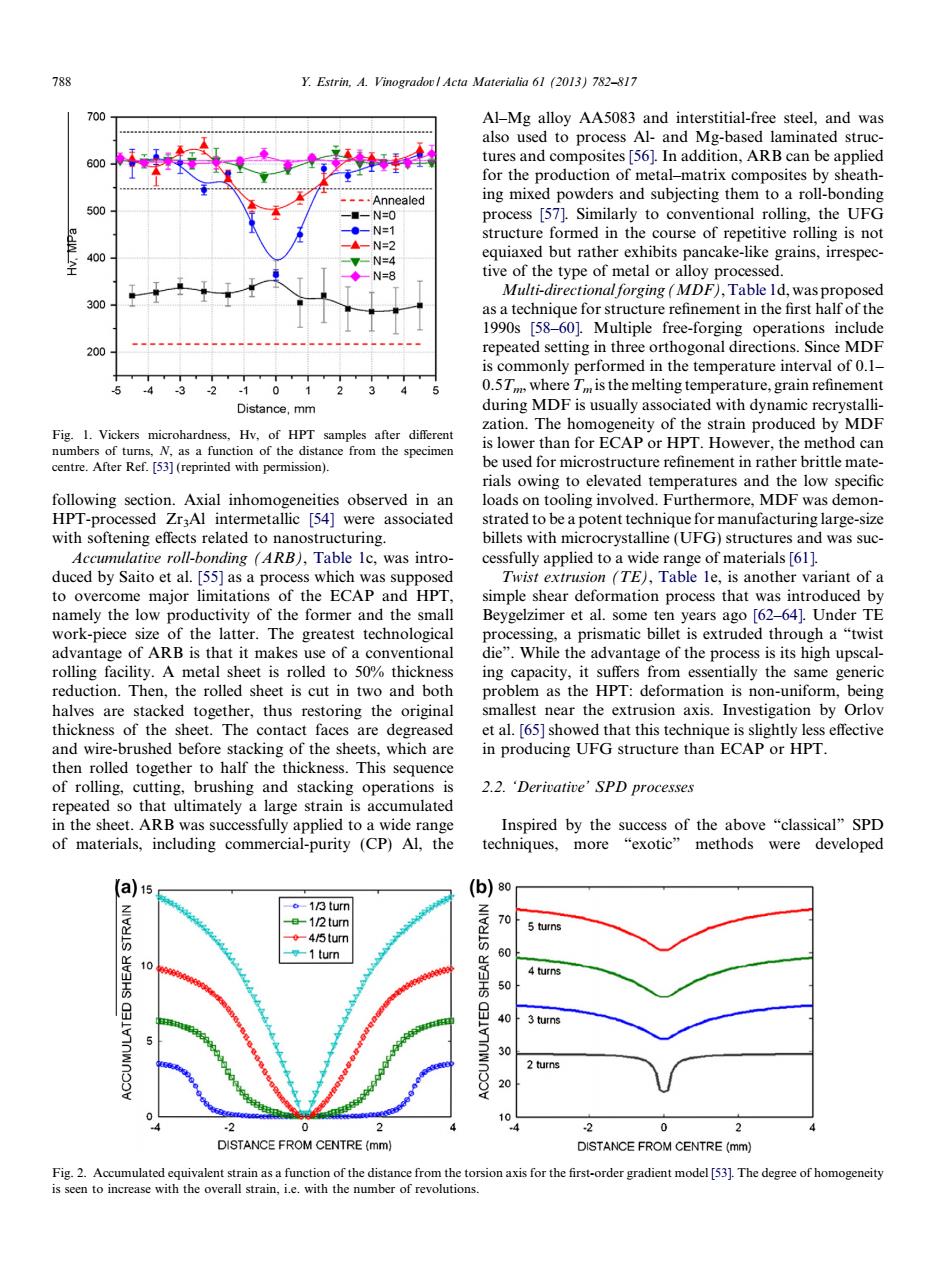
788 Y.Estrin.A.Vinogradov/Acta Materialia 61 (2013)782-817 700 Al-Mg alloy AA5083 and interstitial-free steel,and was also used to process Al-and Mg-based laminated struc- 600 tures and composites [56].In addition,ARB can be applied for the production of metal-matrix composites by sheath- Annealed ing mixed powders and subjecting them to a roll-bonding 500 N=0 process [57].Similarly to conventional rolling,the UFG N=1 structure formed in the course of repetitive rolling is not -N=2 400 -N=4 equiaxed but rather exhibits pancake-like grains,irrespec- N=8 tive of the type of metal or alloy processed. Multi-directional forging (MDF),Table ld,was proposed 300 as a technique for structure refinement in the first half of the 1990s [58-60].Multiple free-forging operations include 200 repeated setting in three orthogonal directions.Since MDF is commonly performed in the temperature interval of 0.1- -2 .10 0.5T where T is the melting temperature,grain refinement Distance,mm during MDF is usually associated with dynamic recrystalli- Fig.1.Vickers microhardness,Hv,of HPT samples after different zation.The homogeneity of the strain produced by MDF numbers of turns,N,as a function of the distance from the specimen is lower than for ECAP or HPT.However,the method can centre.After Ref.[53](reprinted with permission). be used for microstructure refinement in rather brittle mate- rials owing to elevated temperatures and the low specific following section.Axial inhomogeneities observed in an loads on tooling involved.Furthermore,MDF was demon- HPT-processed Zr3Al intermetallic [54]were associated strated to be a potent technique for manufacturing large-size with softening effects related to nanostructuring. billets with microcrystalline(UFG)structures and was suc- Accumulative roll-bonding (ARB),Table Ic,was intro- cessfully applied to a wide range of materials [61]. duced by Saito et al.[55]as a process which was supposed Twist extrusion (TE),Table le,is another variant of a to overcome major limitations of the ECAP and HPT. simple shear deformation process that was introduced by namely the low productivity of the former and the small Beygelzimer et al.some ten years ago [62-64].Under TE work-piece size of the latter.The greatest technological processing,a prismatic billet is extruded through a"twist advantage of ARB is that it makes use of a conventional die".While the advantage of the process is its high upscal- rolling facility.A metal sheet is rolled to 50%thickness ing capacity,it suffers from essentially the same generic reduction.Then,the rolled sheet is cut in two and both problem as the HPT:deformation is non-uniform,being halves are stacked together,thus restoring the original smallest near the extrusion axis.Investigation by Orlov thickness of the sheet.The contact faces are degreased et al.[65]showed that this technique is slightly less effective and wire-brushed before stacking of the sheets,which are in producing UFG structure than ECAP or HPT. then rolled together to half the thickness.This sequence of rolling,cutting,brushing and stacking operations is 2.2.'Derivative'SPD processes repeated so that ultimately a large strain is accumulated in the sheet.ARB was successfully applied to a wide range Inspired by the success of the above "classical"SPD of materials,including commercial-purity (CP)Al,the techniques,more "exotic"methods were developed a)15 (b)80 1/3 turn -e-1/2turn 70 5 turns ◆-4/5tum 号1turn 60 HS 10 4 turns 50 40 3 turns 30 2 turns 20 10 2 0 2 DISTANCE FROM CENTRE(mm) DISTANCE FROM CENTRE(mm) Fig.2.Accumulated equivalent strain as a function of the distance from the torsion axis for the first-order gradient model [53].The degree of homogeneity is seen to increase with the overall strain,i.e.with the number of revolutions.following section. Axial inhomogeneities observed in an HPT-processed Zr3Al intermetallic [54] were associated with softening effects related to nanostructuring. Accumulative roll-bonding (ARB), Table 1c, was introduced by Saito et al. [55] as a process which was supposed to overcome major limitations of the ECAP and HPT, namely the low productivity of the former and the small work-piece size of the latter. The greatest technological advantage of ARB is that it makes use of a conventional rolling facility. A metal sheet is rolled to 50% thickness reduction. Then, the rolled sheet is cut in two and both halves are stacked together, thus restoring the original thickness of the sheet. The contact faces are degreased and wire-brushed before stacking of the sheets, which are then rolled together to half the thickness. This sequence of rolling, cutting, brushing and stacking operations is repeated so that ultimately a large strain is accumulated in the sheet. ARB was successfully applied to a wide range of materials, including commercial-purity (CP) Al, the Al–Mg alloy AA5083 and interstitial-free steel, and was also used to process Al- and Mg-based laminated structures and composites [56]. In addition, ARB can be applied for the production of metal–matrix composites by sheathing mixed powders and subjecting them to a roll-bonding process [57]. Similarly to conventional rolling, the UFG structure formed in the course of repetitive rolling is not equiaxed but rather exhibits pancake-like grains, irrespective of the type of metal or alloy processed. Multi-directional forging (MDF),Table 1d, was proposed as a technique for structure refinement in the first half of the 1990s [58–60]. Multiple free-forging operations include repeated setting in three orthogonal directions. Since MDF is commonly performed in the temperature interval of 0.1– 0.5Tm, whereTm is the melting temperature, grain refinement during MDF is usually associated with dynamic recrystallization. The homogeneity of the strain produced by MDF is lower than for ECAP or HPT. However, the method can be used for microstructure refinement in rather brittle materials owing to elevated temperatures and the low specific loads on tooling involved. Furthermore, MDF was demonstrated to be a potent technique for manufacturing large-size billets with microcrystalline (UFG) structures and was successfully applied to a wide range of materials [61]. Twist extrusion (TE), Table 1e, is another variant of a simple shear deformation process that was introduced by Beygelzimer et al. some ten years ago [62–64]. Under TE processing, a prismatic billet is extruded through a “twist die”. While the advantage of the process is its high upscaling capacity, it suffers from essentially the same generic problem as the HPT: deformation is non-uniform, being smallest near the extrusion axis. Investigation by Orlov et al. [65] showed that this technique is slightly less effective in producing UFG structure than ECAP or HPT. 2.2. ‘Derivative’ SPD processes Inspired by the success of the above “classical” SPD techniques, more “exotic” methods were developed Fig. 1. Vickers microhardness, Hv, of HPT samples after different numbers of turns, N, as a function of the distance from the specimen centre. After Ref. [53] (reprinted with permission). Fig. 2. Accumulated equivalent strain as a function of the distance from the torsion axis for the first-order gradient model [53]. The degree of homogeneity is seen to increase with the overall strain, i.e. with the number of revolutions. 788 Y. Estrin, A. Vinogradov / Acta Materialia 61 (2013) 782–817