正在加载图片...
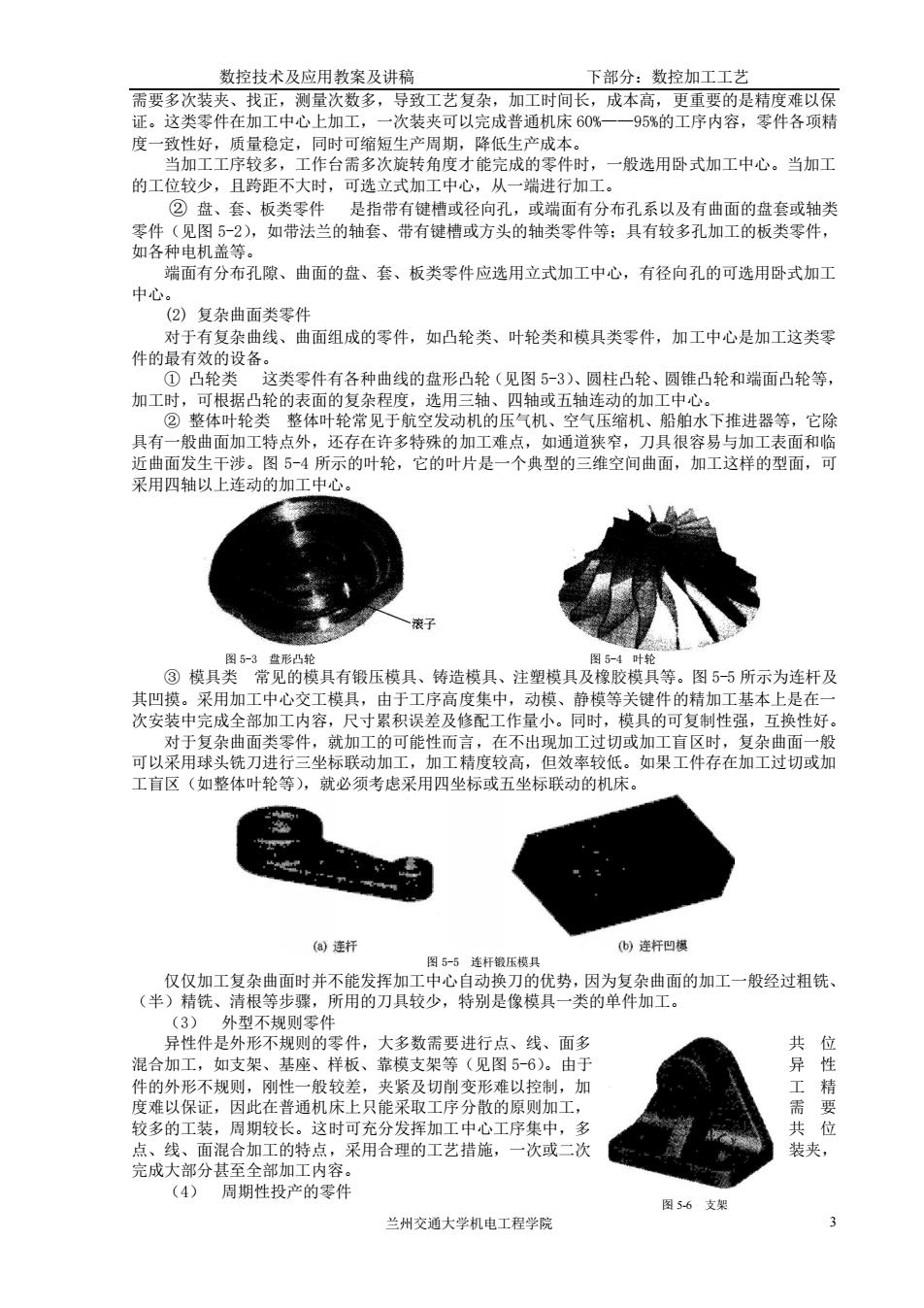
数控技术及应用教案及讲稿 下部分:数控加工工艺 需要多次装夹、找正,测量次数多,导致工艺复杂,加工时间长,成本高,更重要的是精度难以保 证。这类零件在加工中心上加工 ~次装夹可以完成普通机床60%一一95%的工序内容,零件各项精 度一致性好,质量稳定,同时可缩短生 周期,降低生产成本 ,可选立式加工中心 能元成日 一般选用卧式加工中心。当加工 ②盘、套、板类零件 是指带有健槽或径 孔,或端面有分布孔系以及有曲面的盘套或轴类 霜体配帆生:如市法兰的销金、带有镜痘或方实的端关平件等。具有锐多孔加工的板炎零作 端面有分布孔隙、曲面的盘、套、板类零件应选用立式加工中心,有径向孔的可选用卧式加 中心 (2)复杂曲面类零件 对于有复杂曲线、曲面组成的零件,如凸轮类、叶轮类和模具类零件,加工中心是加工这类零 件的最有效的设备。 ①凸轮类这类零件有各种曲线的盘形凸轮(见图53人、圆柱凸轮、圆锥凸轮和端面凸轮等, 加工时,可根据凸轮的表面的复杂程度,选用三轴、四轴或五轴连动的加工中心。 ②整体叶轮类整体叶轮常见于航空发动机的压气机、空气压缩机、船帕水下推进器等,它除 如通道狭窄,刀具很容易与加工表面和怡 采用四轴上连动的加工中公 5- 5- ③模具类常见的模具有锻压模具、铸造模具、注塑模具及橡胶模具等。图55所示为连杆及 其凹摸。采用加工中心交工模具,由于工序高度集中,动模、静模等关键件的精加工基本上是在 次安装中完成全部加工内容,尺寸累积误差及修配工作量小。同时,模具的可复制性强,互换性好 田现工过切或 JH- 果直件存在杂过或 工盲区(如整体叶轮等), 就必须考虑采用四坐标 五坐标联的 @连杆 b)连杆凹棋 仅仅加工复杂曲面时并不能发挥加工牛心自动挨刀的优势,因为复杂曲面的加工一般经过粗铣、 (半)精铣、清根等步骤,所用的刀具较少,特别是像模具一类的单件加工。 (3)外型不规则零件 异性件是外形不规则的零件,大多数需要进行点、线、面多 混合加工,如支架、基座、样板、靠模支架等(见图56)。由于 件的外形不规则,刚性一般较差 哭紧及切变形难以制,加 度以保,因此在通机床上只能采取工序分散的原 多的 集中 的特点 亮成部牙全部肉容 一次或 周期性投产的零件 图56 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 需要多次装夹、找正,测量次数多,导致工艺复杂,加工时间长,成本高,更重要的是精度难以保 证。这类零件在加工中心上加工,一次装夹可以完成普通机床 60%——95%的工序内容,零件各项精 度一致性好,质量稳定,同时可缩短生产周期,降低生产成本。 当加工工序较多,工作台需多次旋转角度才能完成的零件时,一般选用卧式加工中心。当加工 的工位较少,且跨距不大时,可选立式加工中心,从一端进行加工。 ② 盘、套、板类零件 是指带有键槽或径向孔,或端面有分布孔系以及有曲面的盘套或轴类 零件(见图 5-2),如带法兰的轴套、带有键槽或方头的轴类零件等;具有较多孔加工的板类零件, 如各种电机盖等。 端面有分布孔隙、曲面的盘、套、板类零件应选用立式加工中心,有径向孔的可选用卧式加工 中心。 (2) 复杂曲面类零件 对于有复杂曲线、曲面组成的零件,如凸轮类、叶轮类和模具类零件,加工中心是加工这类零 件的最有效的设备。 ① 凸轮类 这类零件有各种曲线的盘形凸轮(见图 5-3)、圆柱凸轮、圆锥凸轮和端面凸轮等, 加工时,可根据凸轮的表面的复杂程度,选用三轴、四轴或五轴连动的加工中心。 ② 整体叶轮类 整体叶轮常见于航空发动机的压气机、空气压缩机、船舶水下推进器等,它除 具有一般曲面加工特点外,还存在许多特殊的加工难点,如通道狭窄,刀具很容易与加工表面和临 近曲面发生干涉。图 5-4 所示的叶轮,它的叶片是一个典型的三维空间曲面,加工这样的型面,可 采用四轴以上连动的加工中心。 图 5-3 盘形凸轮 图 5-4 叶轮 ③ 模具类 常见的模具有锻压模具、铸造模具、注塑模具及橡胶模具等。图 5-5 所示为连杆及 其凹摸。采用加工中心交工模具,由于工序高度集中,动模、静模等关键件的精加工基本上是在一 次安装中完成全部加工内容,尺寸累积误差及修配工作量小。同时,模具的可复制性强,互换性好。 对于复杂曲面类零件,就加工的可能性而言,在不出现加工过切或加工盲区时,复杂曲面一般 可以采用球头铣刀进行三坐标联动加工,加工精度较高,但效率较低。如果工件存在加工过切或加 工盲区(如整体叶轮等),就必须考虑采用四坐标或五坐标联动的机床。 图 5-5 连杆锻压模具 仅仅加工复杂曲面时并不能发挥加工中心自动换刀的优势,因为复杂曲面的加工一般经过粗铣、 (半)精铣、清根等步骤,所用的刀具较少,特别是像模具一类的单件加工。 (3) 外型不规则零件 异性件是外形不规则的零件,大多数需要进行点、线、面多 共 位 混合加工,如支架、基座、样板、靠模支架等(见图 5-6)。由于 异 性 件的外形不规则,刚性一般较差,夹紧及切削变形难以控制,加 工 精 度难以保证,因此在普通机床上只能采取工序分散的原则加工, 需 要 较多的工装,周期较长。这时可充分发挥加工中心工序集中,多 共 位 点、线、面混合加工的特点,采用合理的工艺措施,一次或二次 装夹, 完成大部分甚至全部加工内容。 (4) 周期性投产的零件 图 5-6 支架