正在加载图片...
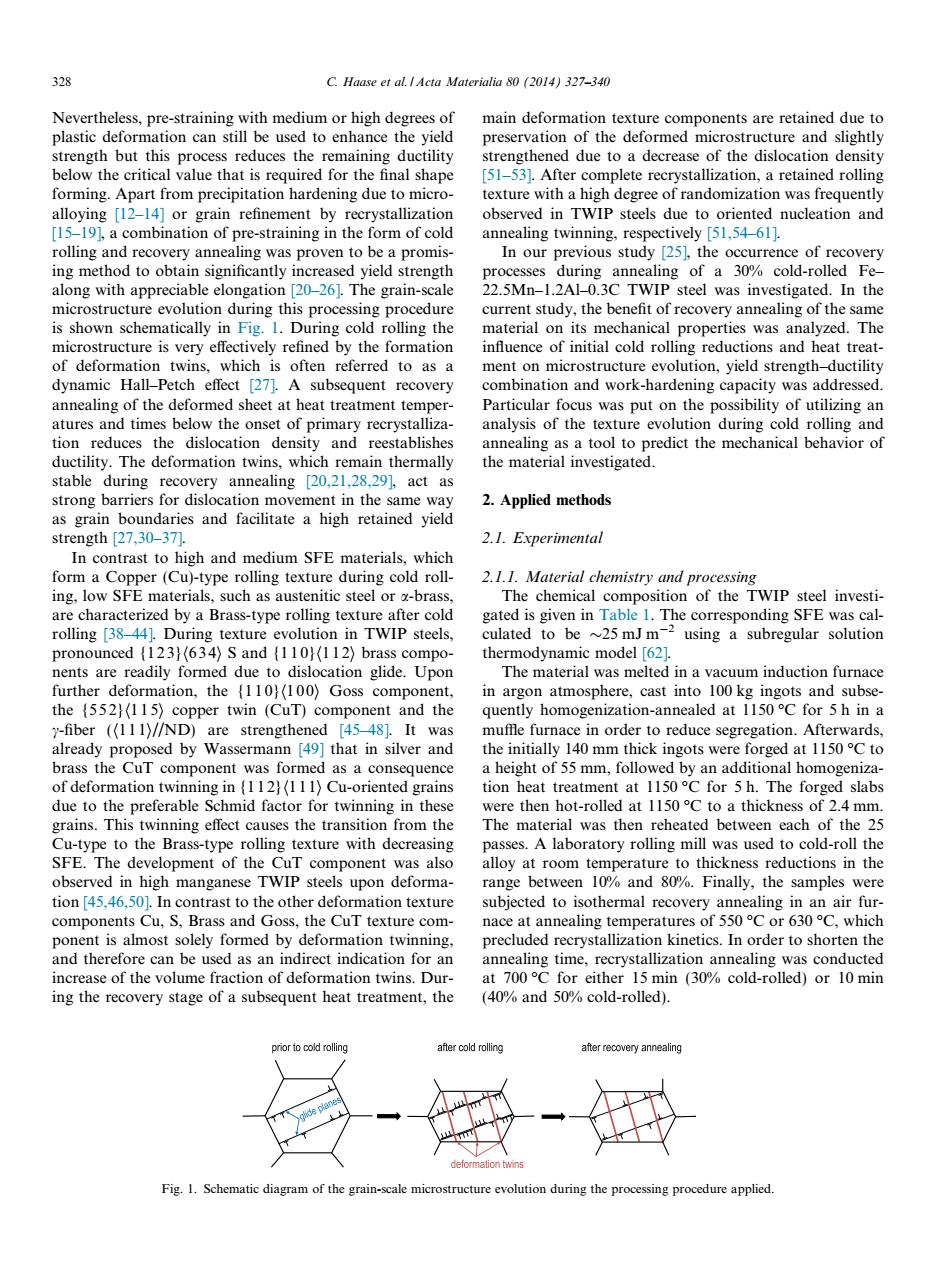
328 C.Haase et al.Acta Materialia 80 (2014)327-340 Nevertheless,pre-straining with medium or high degrees of main deformation texture components are retained due to plastic deformation can still be used to enhance the yield preservation of the deformed microstructure and slightly strength but this process reduces the remaining ductility strengthened due to a decrease of the dislocation density below the critical value that is required for the final shape [51-531.After complete recrystallization,a retained rolling forming.Apart from precipitation hardening due to micro- texture with a high degree of randomization was frequently alloying [12-14]or grain refinement by recrystallization observed in TWIP steels due to oriented nucleation and [15-191,a combination of pre-straining in the form of cold annealing twinning,respectively [51.54-61]. rolling and recovery annealing was proven to be a promis- In our previous study [25],the occurrence of recovery ing method to obtain significantly increased yield strength processes during annealing of a 30%cold-rolled Fe- along with appreciable elongation [20-26].The grain-scale 22.5Mn-1.2Al-0.3C TWIP steel was investigated.In the microstructure evolution during this processing procedure current study,the benefit of recovery annealing of the same is shown schematically in Fig.1.During cold rolling the material on its mechanical properties was analyzed.The microstructure is very effectively refined by the formation influence of initial cold rolling reductions and heat treat- of deformation twins,which is often referred to as a ment on microstructure evolution,yield strength-ductility dynamic Hall-Petch effect [27].A subsequent recovery combination and work-hardening capacity was addressed. annealing of the deformed sheet at heat treatment temper- Particular focus was put on the possibility of utilizing an atures and times below the onset of primary recrystalliza- analysis of the texture evolution during cold rolling and tion reduces the dislocation density and reestablishes annealing as a tool to predict the mechanical behavior of ductility.The deformation twins,which remain thermally the material investigated. stable during recovery annealing [20,21,28,29],act as strong barriers for dislocation movement in the same way 2.Applied methods as grain boundaries and facilitate a high retained yield strength[27,30-37刀. 2.1.Experimental In contrast to high and medium SFE materials,which form a Copper(Cu)-type rolling texture during cold roll- 2.1.1.Material chemistry and processing ing,low SFE materials,such as austenitic steel or a-brass, The chemical composition of the TWIP steel investi- are characterized by a Brass-type rolling texture after cold gated is given in Table 1.The corresponding SFE was cal- rolling [38-44].During texture evolution in TWIP steels, culated to be ~25 mJ musing a subregular solution pronounced (123](634)S and (110)(112)brass compo- thermodynamic model [62]. nents are readily formed due to dislocation glide.Upon The material was melted in a vacuum induction furnace further deformation,the (110)(100)Goss component, in argon atmosphere,cast into 100 kg ingots and subse- the (552)(115)copper twin (CuT)component and the quently homogenization-annealed at 1150C for 5 h in a y-fiber ((111)//ND)are strengthened [45-48].It was muffle furnace in order to reduce segregation.Afterwards. already proposed by Wassermann [49]that in silver and the initially 140 mm thick ingots were forged at 1150 C to brass the CuT component was formed as a consequence a height of 55 mm,followed by an additional homogeniza- of deformation twinning in (112)(111)Cu-oriented grains tion heat treatment at 1150C for 5 h.The forged slabs due to the preferable Schmid factor for twinning in these were then hot-rolled at 1150 C to a thickness of 2.4 mm. grains.This twinning effect causes the transition from the The material was then reheated between each of the 25 Cu-type to the Brass-type rolling texture with decreasing passes.A laboratory rolling mill was used to cold-roll the SFE.The development of the CuT component was also alloy at room temperature to thickness reductions in the observed in high manganese TWIP steels upon deforma- range between 10%and 80%.Finally,the samples were tion [45,46,50].In contrast to the other deformation texture subjected to isothermal recovery annealing in an air fur- components Cu,S,Brass and Goss,the CuT texture com- nace at annealing temperatures of 550 C or 630 C,which ponent is almost solely formed by deformation twinning. precluded recrystallization kinetics.In order to shorten the and therefore can be used as an indirect indication for an annealing time,recrystallization annealing was conducted increase of the volume fraction of deformation twins.Dur- at 700C for either 15 min (30%cold-rolled)or 10 min ing the recovery stage of a subsequent heat treatment,the (40%and 50%cold-rolled). prior to cold rolling after cold rolling after recovery annealing deformation twins Fig.1.Schematic diagram of the grain-scale microstructure evolution during the processing procedure applied.Nevertheless, pre-straining with medium or high degrees of plastic deformation can still be used to enhance the yield strength but this process reduces the remaining ductility below the critical value that is required for the final shape forming. Apart from precipitation hardening due to microalloying [12–14] or grain refinement by recrystallization [15–19], a combination of pre-straining in the form of cold rolling and recovery annealing was proven to be a promising method to obtain significantly increased yield strength along with appreciable elongation [20–26]. The grain-scale microstructure evolution during this processing procedure is shown schematically in Fig. 1. During cold rolling the microstructure is very effectively refined by the formation of deformation twins, which is often referred to as a dynamic Hall–Petch effect [27]. A subsequent recovery annealing of the deformed sheet at heat treatment temperatures and times below the onset of primary recrystallization reduces the dislocation density and reestablishes ductility. The deformation twins, which remain thermally stable during recovery annealing [20,21,28,29], act as strong barriers for dislocation movement in the same way as grain boundaries and facilitate a high retained yield strength [27,30–37]. In contrast to high and medium SFE materials, which form a Copper (Cu)-type rolling texture during cold rolling, low SFE materials, such as austenitic steel or a-brass, are characterized by a Brass-type rolling texture after cold rolling [38–44]. During texture evolution in TWIP steels, pronounced {1 2 3}h634i S and {1 1 0}h112i brass components are readily formed due to dislocation glide. Upon further deformation, the {1 1 0}h100i Goss component, the {5 5 2}h115i copper twin (CuT) component and the c-fiber (h111i//ND) are strengthened [45–48]. It was already proposed by Wassermann [49] that in silver and brass the CuT component was formed as a consequence of deformation twinning in {1 1 2}h111i Cu-oriented grains due to the preferable Schmid factor for twinning in these grains. This twinning effect causes the transition from the Cu-type to the Brass-type rolling texture with decreasing SFE. The development of the CuT component was also observed in high manganese TWIP steels upon deformation [45,46,50]. In contrast to the other deformation texture components Cu, S, Brass and Goss, the CuT texture component is almost solely formed by deformation twinning, and therefore can be used as an indirect indication for an increase of the volume fraction of deformation twins. During the recovery stage of a subsequent heat treatment, the main deformation texture components are retained due to preservation of the deformed microstructure and slightly strengthened due to a decrease of the dislocation density [51–53]. After complete recrystallization, a retained rolling texture with a high degree of randomization was frequently observed in TWIP steels due to oriented nucleation and annealing twinning, respectively [51,54–61]. In our previous study [25], the occurrence of recovery processes during annealing of a 30% cold-rolled Fe– 22.5Mn–1.2Al–0.3C TWIP steel was investigated. In the current study, the benefit of recovery annealing of the same material on its mechanical properties was analyzed. The influence of initial cold rolling reductions and heat treatment on microstructure evolution, yield strength–ductility combination and work-hardening capacity was addressed. Particular focus was put on the possibility of utilizing an analysis of the texture evolution during cold rolling and annealing as a tool to predict the mechanical behavior of the material investigated. 2. Applied methods 2.1. Experimental 2.1.1. Material chemistry and processing The chemical composition of the TWIP steel investigated is given in Table 1. The corresponding SFE was calculated to be 25 mJ m2 using a subregular solution thermodynamic model [62]. The material was melted in a vacuum induction furnace in argon atmosphere, cast into 100 kg ingots and subsequently homogenization-annealed at 1150 C for 5 h in a muffle furnace in order to reduce segregation. Afterwards, the initially 140 mm thick ingots were forged at 1150 C to a height of 55 mm, followed by an additional homogenization heat treatment at 1150 C for 5 h. The forged slabs were then hot-rolled at 1150 C to a thickness of 2.4 mm. The material was then reheated between each of the 25 passes. A laboratory rolling mill was used to cold-roll the alloy at room temperature to thickness reductions in the range between 10% and 80%. Finally, the samples were subjected to isothermal recovery annealing in an air furnace at annealing temperatures of 550 C or 630 C, which precluded recrystallization kinetics. In order to shorten the annealing time, recrystallization annealing was conducted at 700 C for either 15 min (30% cold-rolled) or 10 min (40% and 50% cold-rolled). Fig. 1. Schematic diagram of the grain-scale microstructure evolution during the processing procedure applied. 328 C. Haase et al. / Acta Materialia 80 (2014) 327–340���������