正在加载图片...
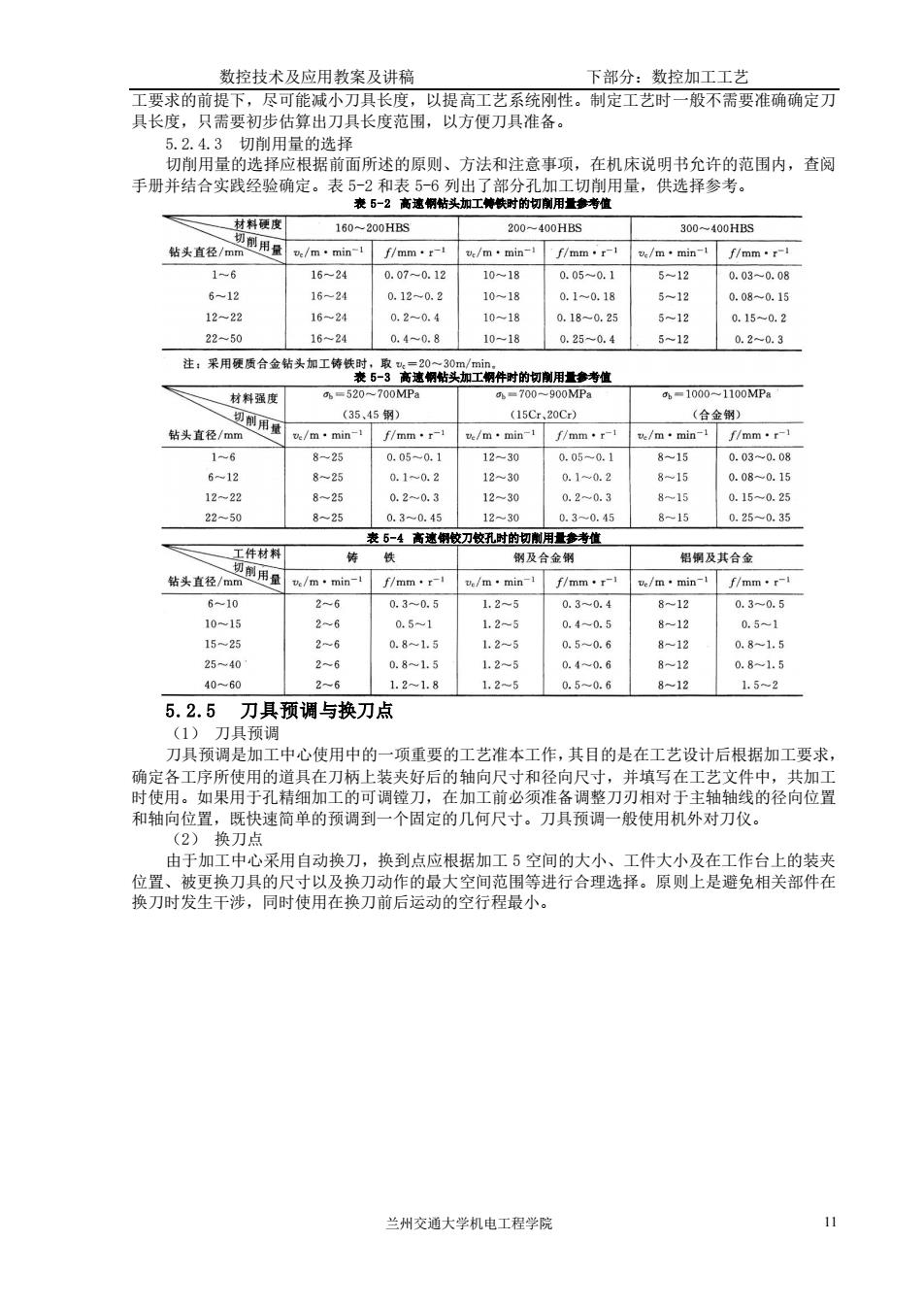
数控技术及应用教案及讲稿 下部分:数控加工工艺 工要求的前提下,尽可能减小刀具长度,以提高工艺系统刚性。制定工艺时一般不需要准确确定刀 具长度,只需要初步估算出刀具长度范围,以方便刀具准备。 5.2.4.3切削用量的选择 切削用量的选择应根据前面所述的原则、方法和注意事项,在机床说明书允许的范围内,查阅 手册并结合实践经验确定。表5-2和表5-6列出了部分孔加工切削用量,供选择参考。 表5-2高速铜估头加工情铁时的切削用量参考值 材料硬度 160200HBS 200-400HBS 300400HBS 钻头直径/m 切削用量 e/m·min-l f/mm·r-l e/m·min-1 f/mm.r-1 /m·min-1 f/mm·r-1 16 16-24 0.070.12 10-18 0.050.1 5-12 0.030.08 6一12 16-24 0.12-0.2 1018 0.10.18 5~12 0.080.15 12-22 16-24 0.20.4 1018 0.18-0.25 5~12 0.150.2 22-50 16~24 0.4-0.8 10~18 0.25-0.4 5~12 0.20.3 注:采用硬质合金钻头加工铸铁时,取队,=20~30m/min 表5-3高速钢钻头加工钢件时的切削用量参考值 材料强度 m=520~700MPa 元=700-900MPa m=1000-1100MPa 切削用宽 (35、45钢) (15Cr,20Cr) (合金钢) 钻头直径/mm /m·min- f/mm.r- e/m·min-i f/mm·r-l %/m·min-1 f/mm·r-1 16 8-25 0.050.1 12-30 0.050.1 8~15 0.03-0.08 6-12 8-25 0.10.2 12~30 0.10.2 815 0.08~0.15 1222 8-25 0.20.3 12~30 0.20.3 8~15 0.150.25 22~50 825 0.3-0.45 12~30 0.30.45 815 0.250.35 表5-4高速钢饺刀饺孔时的切削用量多考值 工件材料 切削用量 委 季 钢及合金钢 铝铜及其合金 钻头直径/m e/m·min-l f/mm·r-l e/m·min-l f/mm·r-J e/m·min-l f/mm·r-l 6~10 2~6 0.30.5 1.2~5 0.30.4 8~12 0.3-0.5 1015 26 0.5~1 1.2~5 0.4~0.5 8~12 0.5~1 1525 26 0.81.5 1.25 0.5~0.6 8~12 0.81.5 25~40 2~6 0.81.5 1.2~5 0.40.6 8~12 0.81.5 40~60 2-6 1.21.8 1.25 0.5-0.6 8~12 1.52 5.2.5刀具预调与换刀点 (1)刀具预调 刀具预调是加工中心使用中的一项重要的工艺准本工作,其目的是在工艺设计后根据加工要求, 确定各工序所使用的道具在刀柄上装夹好后的轴向尺寸和径向尺寸,并填写在工艺文件中,共加工 时使用。如果用于孔精细加工的可调镗刀,在加工前必须准备调整刀刃相对于主轴轴线的径向位置 和轴向位置,既快速简单的预调到一个固定的几何尺寸。刀具预调一般使用机外对刀仪。 (2)换刀点 由于加工中心采用自动换刀,换到点应根据加工5空间的大小、工件大小及在工作台上的装夹 位置、被更换刀具的尺寸以及换刀动作的最大空间范围等进行合理选择。原则上是避免相关部件在 换刀时发生干涉,同时使用在换刀前后运动的空行程最小。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 11 工要求的前提下,尽可能减小刀具长度,以提高工艺系统刚性。制定工艺时一般不需要准确确定刀 具长度,只需要初步估算出刀具长度范围,以方便刀具准备。 5.2.4.3 切削用量的选择 切削用量的选择应根据前面所述的原则、方法和注意事项,在机床说明书允许的范围内,查阅 手册并结合实践经验确定。表 5-2 和表 5-6 列出了部分孔加工切削用量,供选择参考。 表 5-2 高速钢钻头加工铸铁时的切削用量参考值 表 5-3 高速钢钻头加工钢件时的切削用量参考值 表 5-4 高速钢铰刀铰孔时的切削用量参考值 5.2.5 刀具预调与换刀点 (1) 刀具预调 刀具预调是加工中心使用中的一项重要的工艺准本工作,其目的是在工艺设计后根据加工要求, 确定各工序所使用的道具在刀柄上装夹好后的轴向尺寸和径向尺寸,并填写在工艺文件中,共加工 时使用。如果用于孔精细加工的可调镗刀,在加工前必须准备调整刀刃相对于主轴轴线的径向位置 和轴向位置,既快速简单的预调到一个固定的几何尺寸。刀具预调一般使用机外对刀仪。 (2) 换刀点 由于加工中心采用自动换刀,换到点应根据加工 5 空间的大小、工件大小及在工作台上的装夹 位置、被更换刀具的尺寸以及换刀动作的最大空间范围等进行合理选择。原则上是避免相关部件在 换刀时发生干涉,同时使用在换刀前后运动的空行程最小