正在加载图片...
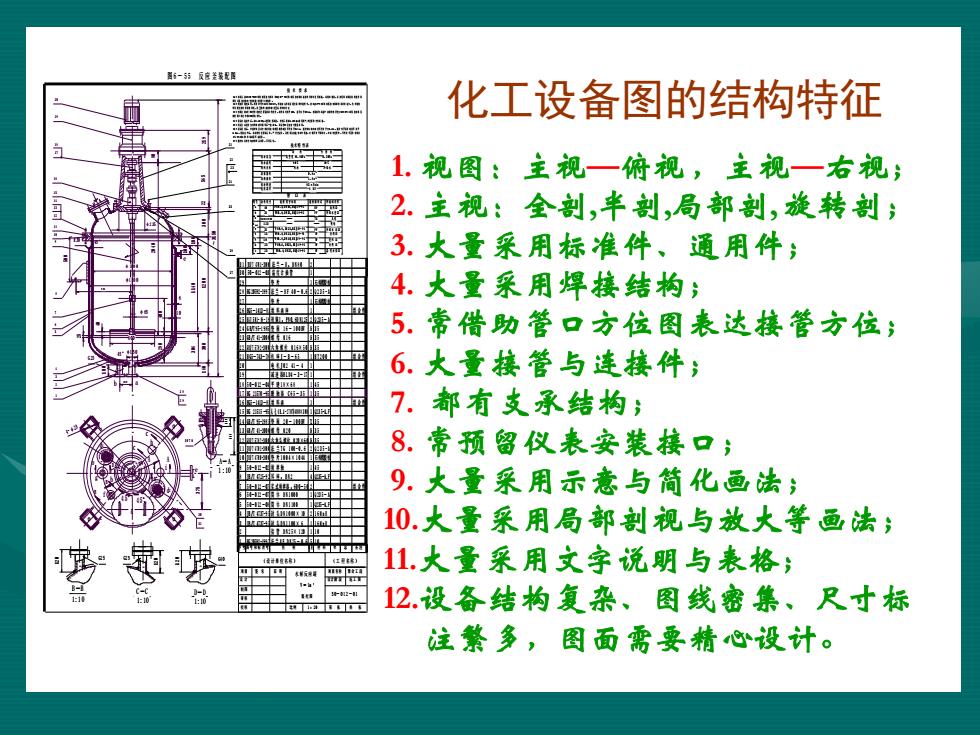
图行-5反应关装配图 化工设备图的结构特征 1.视图:主视一俯视,主视一右视; 2.主视:全剖,半剖,局部剖,旋转剖) 3.火量采用标准件、通用件; 4.火量系用焊接结构; 5.常借助管口方位图表达接管方位; 6.火量接管与连接件; 7.都有支承结构; 8.常预留仪表安装接口; 9.火量采用示意与简化画法; 10.火量采用局部剖视与放火等画法; 11.火量采用文字说明与表格; -12- 12.设备结构复杂、图线密集、尺寸标 注繁多,图面需要精心设计。 12 0 1: 1 0 B-B C-C 1: 10 D- D 1: 10 A- A 1 : 10 1 5 0 5 5 0 4 5° 4 5° b d1 d2 e f h g 3 0° 3 75 4- φ23 3 0 3 1 A A C C D D D N 7 0 i 技 术 特 性 表 45 ° φ1 5 0 40 0 φ1 10 0 6 1 0 R 30 45 ° 50 0 1 14 0 1 60 30 0 10 0 12 0 0 3 0 0 56 5 21 9 22 ~ 31 50 a G 25 1 0 0 3 4 5 6 7 φ 100 0 9 1 1 1 2 1 3 1 4 1 0 1 5 1 6 1 7 1 8 1 9 φ 2 35 φ 65 e 2 1 2 4 2 5 2 7 2 2 2 3 2 1 b 1 0 0 2 8 2 9 10 0 90 29 0 3 06 20 4 0 40 25 6 00 c 12 G2 5 G2 5 0 1 2 0 G4 0 ( 设 计 单 位 名 称 ) 项 目 设 计 制 图 审 核 校 核 签 名 日 期 设 计 阶 段 项 目 名 称 比 例 第 张 共 张 ( 工 程 名 称 ) 5 0- 0 1 2 - 0 1 1 : 20 施 工 图 聚 合 工 段 3 V = 1m 装 配 图 水 解 反 应 罐 代 号 P N 0 . 6, D N 40 , H GJ 4 9 -9 1 连 接 尺 寸 标 准 连 接 面 形 式 用 途 或 名 称 a b c d 1-2 e f g h i 公 称 尺 寸 40 25 椭 4 0 0 × 3 0 0 1 2 5 25 2 5 4 0 2 5 2 5 PN 0 . 6, D N 25 , H GJ 4 9 -9 1 - - P N 0. 6 , DN 2 5 ,H G J 49 - 9 1 PN 0 . 6, D N 2 5, H G J4 9 - 91 P N 0 .6 , D N2 5 , HG J 4 9- 9 1 PN 0 . 6, D N 25 , H GJ 4 9 -9 1 P N0 . 6 ,D N 4 0, H G J4 9 - 9 1 F F 出 料 口 冷 却 水 进 口 人 孔 视 镜 冷 却 水 出 口 F F R F 备 用 口 进 料 口 备 用 口 温 度 计 插 口 RF RF RF RF - 管 口 表 T G 罐 内 夹 套 内 设 计 压 力 设 计 温 度 物 料 名 称 罐 体 容 积 加 热 面 积 设 计 转 速 电 机 功 率 真 空 度 86 . 6 KP a 8 0 ℃ 10 ℃ 0 . 3 MP a 冷 却 水 0 . 8 m 3 4 . 8 m 2 6 3 r / mi n 4 K W 料 液 2 6 2 0 电 机 J 0 2 41 - 4 1 1 9 减 速 器B L D4 - 3- 17 1 组 合 件 1 6 HG5-1413-81 填 料 函 1 组 合 件 1 5 HG 21515 -95 人 孔 ( R . A - 2 7 0 7) 4 0 0 × 3 0 0 1 Q23 5-A.F 1 7 HG 21570 -95 联 轴 器 C 6 5 - 3 5 1 3 5 1 4 GB /T 95-198 5 垫 圈 2 0 - 1 0 0 HV 72 3 5 1 3 GB /T 41-200 0 螺 母 M 2 0 36 3 5 1 2 G B / T 5 7 8 2 -2 0 0 0 六 角头 螺栓 M 20 ×6 0 36 3 5 1 0 J B / T 4 7 0 0 -2 0 0 0 垫 片 1 0 0 4 × 1 0 44 1 石棉橡胶板 9 5 0-0 12 -02 搅 拌 轴 1 4 5 1 8 5 0-0 12 -04 平 键 1 8 × 6 8 1 4 5 1 1 J B / T 4 7 0 1 -2 0 0 0 法 兰 T G 1 00 - 0 . 6 2 Q 2 3 5 - A 2 7 垫 片 1 石棉橡胶板 2 5 H G J 5 0 1- 86 - 1 9 视 镜I , PN 0. 6D N1 25 2 Q 23 5- A 2 6 HG5-1413-81 填 料 函 座 1 组 合 件 2 3 GB /T 41-200 0 螺 母 M 1 6 16 3 5 2 2 G B / T 5 7 8 2 -2 0 0 0 六 角 螺 栓 M 1 6× 5 0 16 3 5 2 1 H G5-743-78 机 座 J - B - 6 5 1 H T 2 0 0 组 合 件 2 4 G B/T 95-1 985 垫 圈 1 6 - 1 0 0 HV 16 3 5 2 8 HG 20592-199 7 法 兰 - R F 4 0 - 0 .6 2 Q 2 3 5 - A 2 9 垫 片 1 石棉橡胶板 1 HG 20592-199 7 法 兰 R F D N 25 - 0 .6 5 1 0 2 接 管 D N 2 5× 1 20 1 1 0 4 JB /T 4737-9 5 封 头 D N 1 0 00 × 10 2 1 6 M n R 3 JB /T 4737-9 5 封 头 D N 1 1 00 × 6 1 1 6 M n R 7 5 0-0 12 -07 桨 式搅拌器 ,60 0-5 0 2 组 合 件 6 5 0-0 12 -07 筒 体 D N 1 00 0 1 Q 23 5- A 5 5 0-0 12 -08 筒 体 D N 1 10 0 1 Q235-A.F 8 JB /T 4725-9 2 耳 座 , B N 2 4 Q235-A.F 7 1 4 8 3 0 50- 012 -03 温 度 计 插 管 1 3 1 JB / T 47 0 1 - 20 0 0 法 兰 - R , D N 8 0 2 序 号 图 号 和 标 准 号 名 称 数 量 材 料 单 总 备 注 φ7 00 B B 2 0 ( 1 ) 本 设 备 按 G B 1 5 0 - 1 9 9 8《 钢 制 压 力 容 器 》 和 H G J 1 8- 8 9《 钢 制 压 力 容 器 制 造 技 术 要 求 》 进 行 制 造 、 试 验 和 验 收 , 并 接 受 国 家 质 量 技 术 监 督 局 颁 发 《 压 力 容 器 安 全 技 术 监 察 规 程 》 的 监 督 。 ( 2 ) 焊 接 采 用 电 弧 焊 , 焊 条 牌 号 T 4 2 2( E 4 3 0 3) , 焊 接 接 头 形 式 及 尺 寸 除 图 中 注 明 外 , 按 H G J 1 7 - 8 9《 钢 制 压 力 容 器 结 构 设 计 规 定 》 , 角 焊 缝 的 焊 角 尺 寸 按 较 薄 板 的 厚 度 ; 法 兰 的 焊 接 按 相 应 法 兰 标 准 中 的 规 定 ( 3 ) 容 器 上 的 A类 和 B类 焊 缝 应 进 行 无 损 探 伤 检 查 , 探 伤 长 度 大 于 2 0 %, 且 不 小 于 2 5 0 m m。 射 线 探 伤 或 超 声 波 探 伤 应 符 合 J B 4 7 3 0 - 9 4《 压 力 容 器 无 损 检 测 》 规 定 中 的 I I I级 为 合 格 。 ( 4 ) 设 备 制 造 完 毕 后 , 以 0 . 4 2 5 M p a进 行 液 压 试 验 , 合 格 后 再 以 0 . 4 1 3 M p a的 压 缩 气 体 进 行 致 密 性 试 验 。 ( 5 ) 设 备 上 减 速 机 支 架 凸 缘 应 在 组 焊 后 一 起 加 工 。 设 备 管 口 及 支 座 方 位 见 本 图 。 ( 6 ) 设 备 组 装 后 , 在 搅 拌 轴 上 端 密 封 处 测 定 轴 的 径 向 摆 动 量 不 得 大 于 0 . 5 m m; 搅 拌 轴 轴 向 串 动 量 不 得 大 于 ± 0 . 2 m m ; 搅 拌 轴 下 端 摆 动 量 不 大 于 1 . 0 m m 。 组 装 完 毕 后 , 以 水 代 料 进 行 试 运 转 , 严 禁 空 运 转 , 并 使 设 备 内 达 到 工 作 压 力 ; 时 间 不 少 于 四 小 时 , 在 试 转 过 程 中 , 不 得 有 不 正 常 的 噪 音 ( ≤ 8 5 d B ( A )) 和 振 动 等 不 良 现 象 。 ( 7 ) 搅 拌 轴 旋 转 方 向 应 和 图 示 相 符 , 不 得 反 转 。 技 术 要 求 图 6 - 5 5 反 应 釜 装 配 图 化工设备图的结构特征 1. 视图:主视—俯视,主视—右视; 2. 主视:全剖,半剖,局部剖, 旋转剖; 3. 大量采用标准件、通用件; 4. 大量采用焊接结构; 5. 常借助管口方位图表达接管方位; 6. 大量接管与连接件; 7. 都有支承结构; 8. 常预留仪表安装接口; 9. 大量采用示意与简化画法; 10.大量采用局部剖视与放大等画法; 11.大量采用文字说明与表格; 12.设备结构复杂、图线密集、尺寸标 注繁多,图面需要精心设计