正在加载图片...
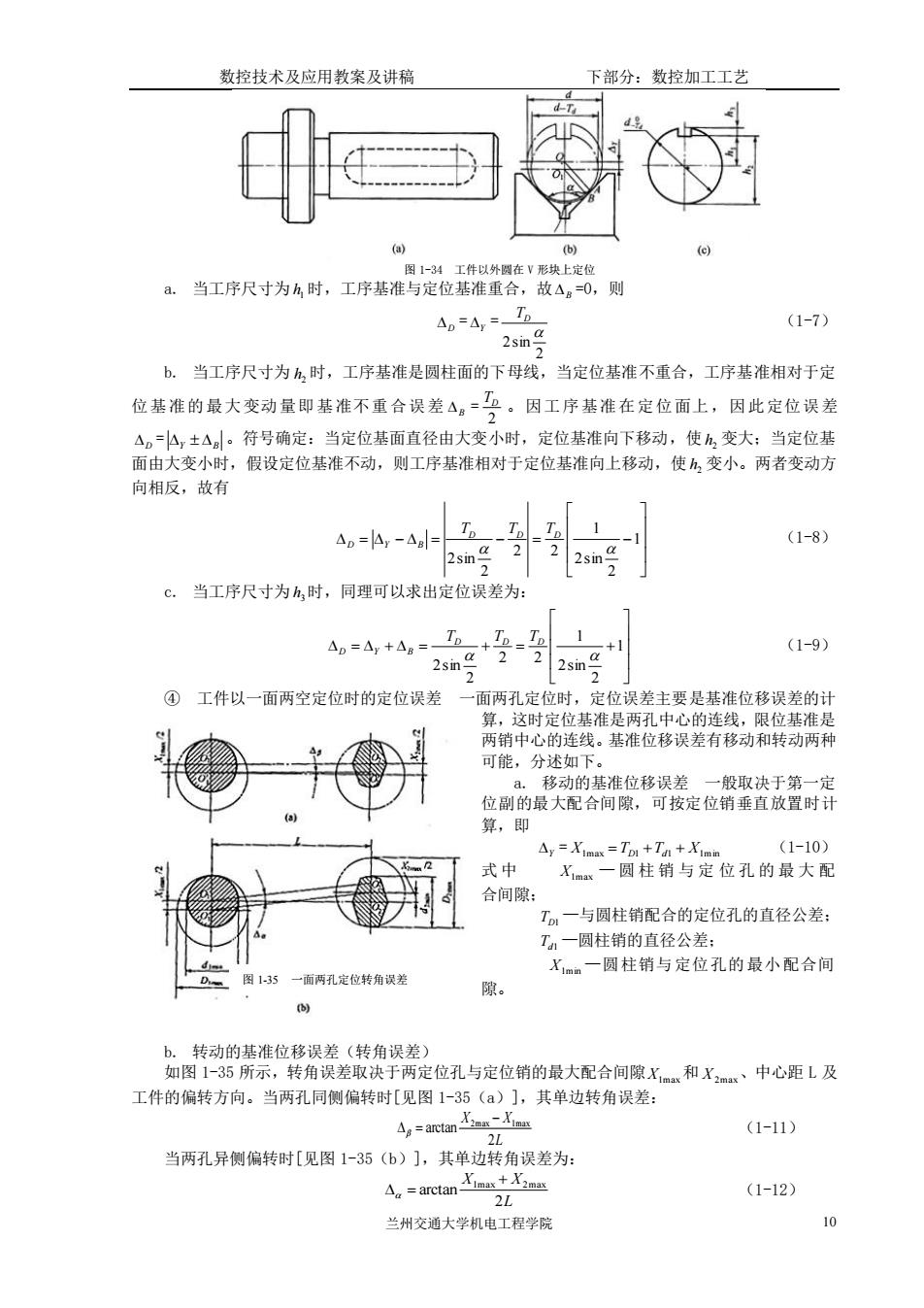
数控技术及应用教案及讲稿 下部分:数控加工工艺 图-3斜工件以外圆在V形块上定位 a.当工序尺寸为%时,工序基准与定位基准重合,故A。=0,则 404,= (1-7) b.当工序尺寸为九时,工序基准是圆柱面的下母线,当定位基准不重合,工序基准相对于定 位基准的最大变动量即基准不重合误差△。=。因工序基准在定位面上,因此定位误差 4,小,士△小符号确定:当定位基面直径由大变小时,定位基准向下移动,使么变大:当定位基 面由大变小时,假设定位基准不动,则工序基准相对于定位基准向上移动,使,变小。两者变动方 向相反,故有 1 (1-8 c当工序尺寸为A时,同理可以求出定位误差为: 1 Ap=Ay+As= (1-9) ④工件以一面两空定位时的定位误差 一面两孔定位时,定位误差主要是基准位移误差的计 算,这时定位准是两孔中心的连线,限应基谁 中心的连 。基准位移误差有移动和转动两利 可能,分 位的最天的 基准位移误差 隙 算,即 △,=X=Tnm+Tn+X (1-10) 式中 圆柱销与定位孔的最大配 合间隙: T一与圆柱销配合的定位孔的直径公差 T一圆柱销的直径公差: X。一圆柱销与定位孔的最小配合间 国1-35一面两孔定位转角谈差 隙。 如动的基准位修误,(转角误差 1-35所示,转角误差取决于两定位孔与定位销的最大配合间隙X和X、中心距L及 工件的偏转方向。当两孔同侧偏转时[见图1-35()],其单边转角误差: A=arctan mm-Ximns (1-11) 当两孔异侧偏转时[见图1-35(b)],其单边转角误差为: arctan (1-12) 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 10 图 1-35 一面两孔定位转角误差 图 1-34 工件以外圆在 V 形块上定位 a. 当工序尺寸为 1 h 时,工序基准与定位基准重合,故 B =0,则 D = Y = 2 2sin TD (1-7) b. 当工序尺寸为 h2 时,工序基准是圆柱面的下母线,当定位基准不重合,工序基准相对于定 位基准的最大变动量即基准不重合误差 B = 2 TD 。因工序基准在定位面上,因此定位误差 D = Y B 。符号确定:当定位基面直径由大变小时,定位基准向下移动,使 h2 变大;当定位基 面由大变小时,假设定位基准不动,则工序基准相对于定位基准向上移动,使 h2 变小。两者变动方 向相反,故有 = − = − = −1 2 2sin 1 2 2 2 2sin D D D D Y B T T T (1-8) c. 当工序尺寸为 3 h 时,同理可以求出定位误差为: = + = + = +1 2 2sin 1 2 2 2 2sin D D D D Y B T T T (1-9) ④ 工件以一面两空定位时的定位误差 一面两孔定位时,定位误差主要是基准位移误差的计 算,这时定位基准是两孔中心的连线,限位基准是 两销中心的连线。基准位移误差有移动和转动两种 可能,分述如下。 a. 移动的基准位移误差 一般取决于第一定 位副的最大配合间隙,可按定位销垂直放置时计 算,即 Y = X1max = TD1 +Td1 + X1min (1-10) 式 中 X1max — 圆 柱 销 与 定 位 孔 的 最 大 配 合间隙; TD1 —与圆柱销配合的定位孔的直径公差; Td1 —圆柱销的直径公差; X1min —圆柱销与定位孔的最小配合间 隙。 b. 转动的基准位移误差(转角误差) 如图 1-35 所示,转角误差取决于两定位孔与定位销的最大配合间隙 X1max 和 X2max 、中心距 L 及 工件的偏转方向。当两孔同侧偏转时[见图 1-35(a)],其单边转角误差: L X X 2 arctan 2max − 1max = (1-11) 当两孔异侧偏转时[见图 1-35(b)],其单边转角误差为: L X X 2 arctan 1max + 2max = (1-12)