正在加载图片...
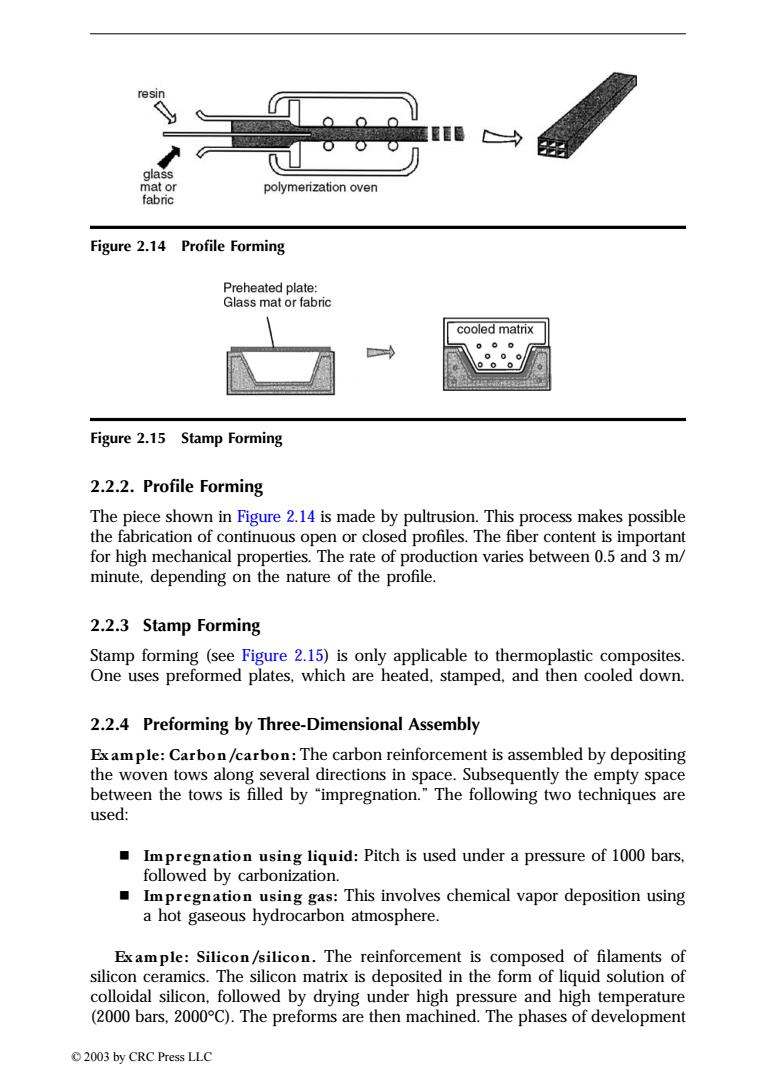
glass mat or polymerization oven fabric Figure 2.14 Profile Forming Preheated plate: Glass mat or fabric cooled matrix 00 Figure 2.15 Stamp Forming 2.2.2.Profile Forming The piece shown in Figure 2.14 is made by pultrusion.This process makes possible the fabrication of continuous open or closed profiles.The fiber content is important for high mechanical properties.The rate of production varies between 0.5 and 3 m/ minute,depending on the nature of the profile. 2.2.3 Stamp Forming Stamp forming (see Figure 2.15)is only applicable to thermoplastic composites. One uses preformed plates,which are heated,stamped,and then cooled down. 2.2.4 Preforming by Three-Dimensional Assembly Example:Carbon/carbon:The carbon reinforcement is assembled by depositing the woven tows along several directions in space.Subsequently the empty space between the tows is filled by "impregnation."The following two techniques are used: Impregnation using liquid:Pitch is used under a pressure of 1000 bars. followed by carbonization. ■ Impregnation using gas:This involves chemical vapor deposition using a hot gaseous hydrocarbon atmosphere. Example:Silicon/silicon.The reinforcement is composed of filaments of silicon ceramics.The silicon matrix is deposited in the form of liquid solution of colloidal silicon,followed by drying under high pressure and high temperature (2000 bars,2000C).The preforms are then machined.The phases of development 2003 by CRC Press LLC2.2.2. Profile Forming The piece shown in Figure 2.14 is made by pultrusion. This process makes possible the fabrication of continuous open or closed profiles. The fiber content is important for high mechanical properties. The rate of production varies between 0.5 and 3 m/ minute, depending on the nature of the profile. 2.2.3 Stamp Forming Stamp forming (see Figure 2.15) is only applicable to thermoplastic composites. One uses preformed plates, which are heated, stamped, and then cooled down. 2.2.4 Preforming by Three-Dimensional Assembly Example: Carbon/carbon: The carbon reinforcement is assembled by depositing the woven tows along several directions in space. Subsequently the empty space between the tows is filled by “impregnation.” The following two techniques are used: Impregnation using liquid: Pitch is used under a pressure of 1000 bars, followed by carbonization. Impregnation using gas: This involves chemical vapor deposition using a hot gaseous hydrocarbon atmosphere. Example: Silicon/silicon. The reinforcement is composed of filaments of silicon ceramics. The silicon matrix is deposited in the form of liquid solution of colloidal silicon, followed by drying under high pressure and high temperature (2000 bars, 2000∞C). The preforms are then machined. The phases of development Figure 2.14 Profile Forming Figure 2.15 Stamp Forming TX846_Frame_C02 Page 23 Monday, November 18, 2002 10:40 AM © 2003 by CRC Press LLC