正在加载图片...
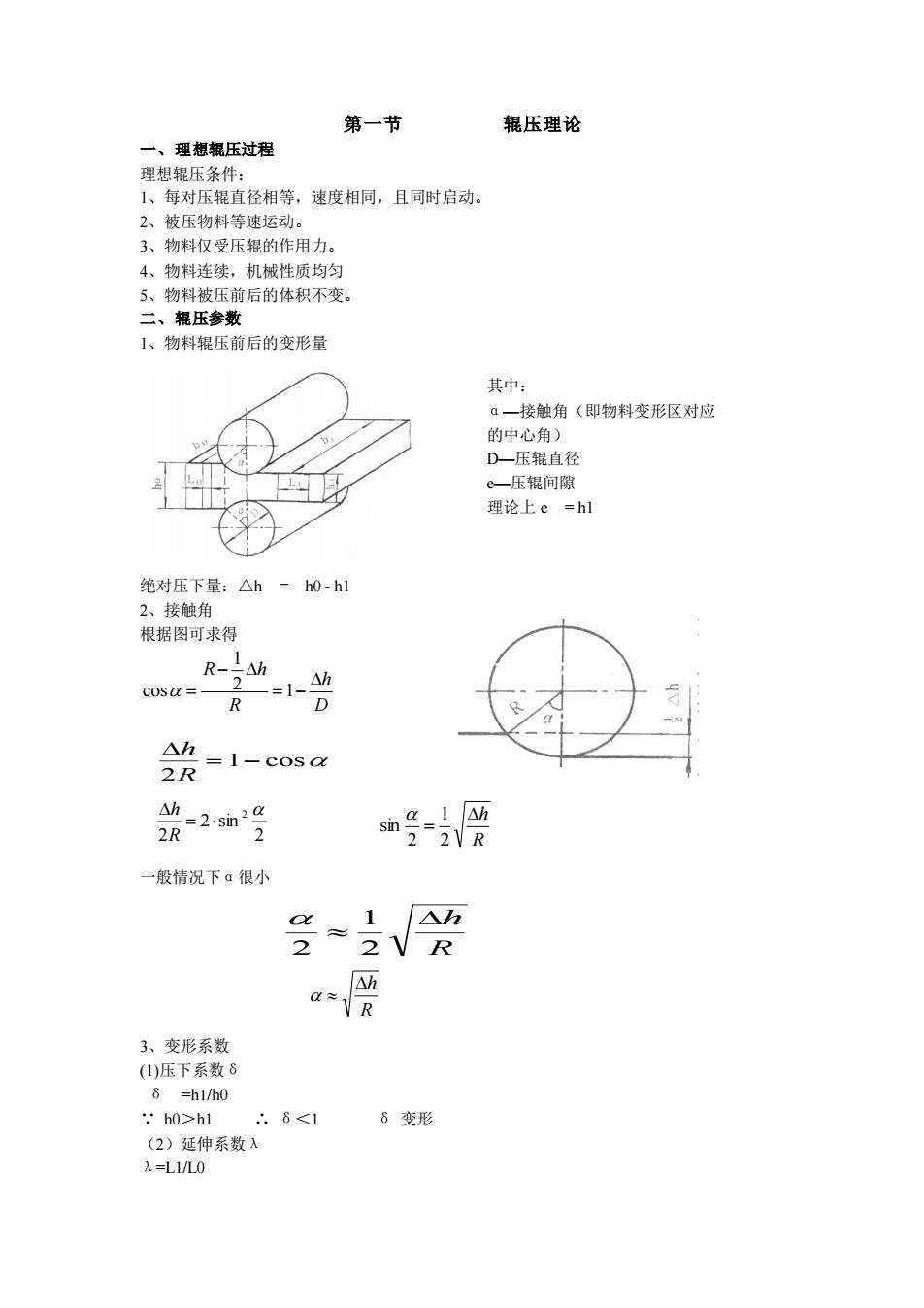
第一节 辊压理论 一、理想辊压过程 理想辊压条件: 1、每对压辊直径相等,速度相同,且同时启动。 2、被压物料等速运动。 3、物料仅受压辊的作用力。 4、物料连续,机械性质均匀 5、物料被压前后的体积不变。 二、辊压参数 1、物料辊压前后的变形量 绝对压下量:△h = h0 - h1 2、接触角 根据图可求得 一般情况下α很小 3、变形系数 (1)压下系数δ δ =h1/h0 ∵ h0>h1 ∴ δ<1 δ 变形 (2)延伸系数λ λ=L1/L0 1 cos 2 = − R h 2 2 sin 2 2 = R h R h = 2 1 2 sin R h 其中: α—接触角(即物料变形区对应 的中心角) D—压辊直径 e—压辊间隙 理论上 e = h1 D h R R h = − − = 1 2 1 cos R h 2 1 2 第一节 辊压理论 一、理想辊压过程 理想辊压条件: 1、每对压辊直径相等,速度相同,且同时启动。 2、被压物料等速运动。 3、物料仅受压辊的作用力。 4、物料连续,机械性质均匀 5、物料被压前后的体积不变。 二、辊压参数 1、物料辊压前后的变形量 绝对压下量:△h = h0 - h1 2、接触角 根据图可求得 一般情况下α很小 3、变形系数 (1)压下系数δ δ =h1/h0 ∵ h0>h1 ∴ δ<1 δ 变形 (2)延伸系数λ λ=L1/L0 1 cos 2 = − R h 2 2 sin 2 2 = R h R h = 2 1 2 sin R h 其中: α—接触角(即物料变形区对应 的中心角) D—压辊直径 e—压辊间隙 理论上 e = h1 D h R R h = − − = 1 2 1 cos R h 2 1 2