正在加载图片...
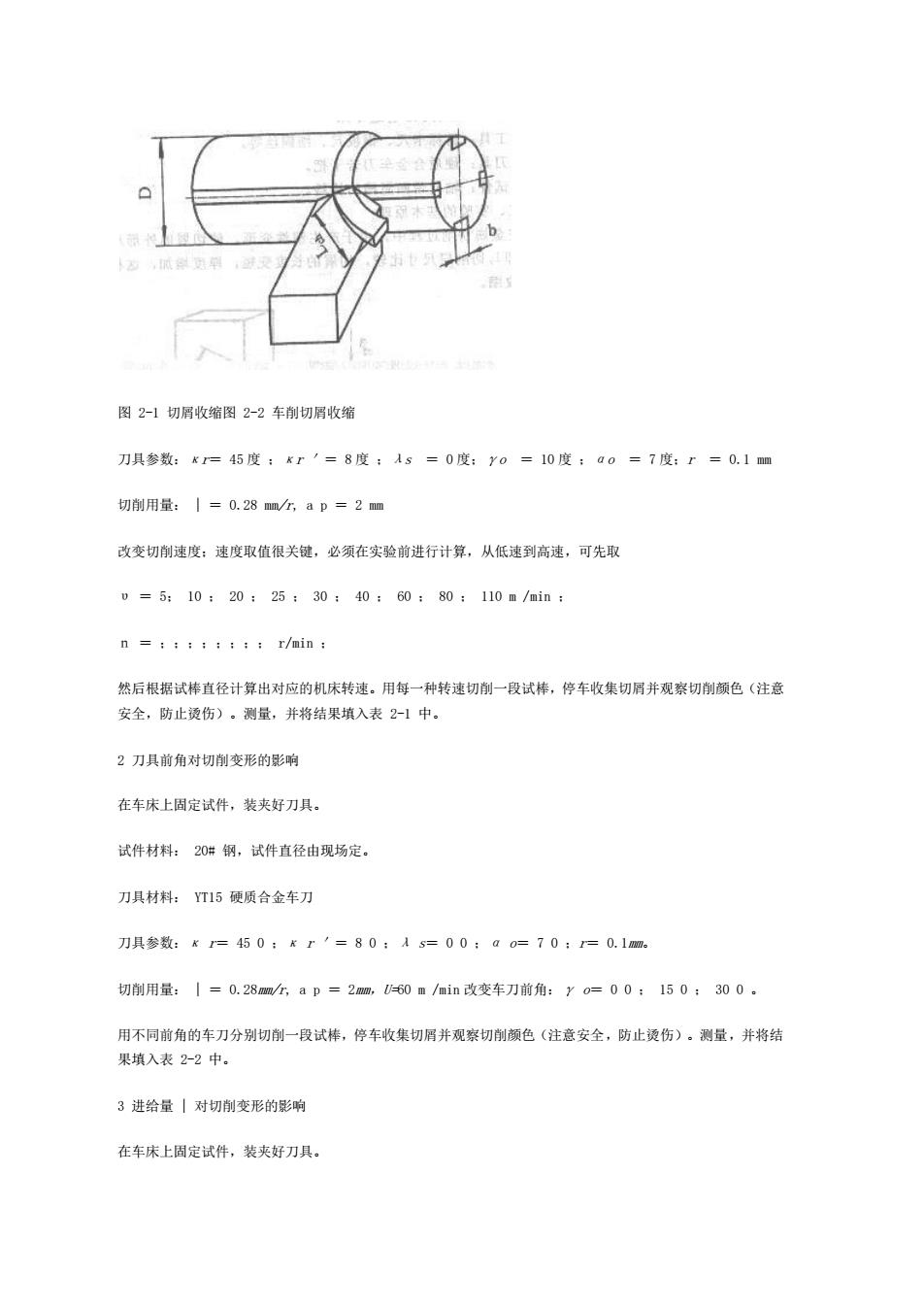
图2-1切屑收缩图2-2车削切屑收缩刀具参数:kr=45度:kr1=8度:s0度:10度:07度:01切削用量:1I =0.28m/r,ap=2m改变切削速度;速度取值很关键,必须在实验前进行计算,从低速到高速,可先取20:25:30:40:60:80:110m/min=5:10:r/min::然后根据试棒直径计算出对应的机床转速。用每一种转速切削一段试棒,停车收集切屑并观察切削颜色(注意安全,防止烫伤)。测量,并将结果填入表2-1中。2刀具前角对切削变形的影响在车床上固定试件,装夹好刀具。试件材料:20#钢,试件直径由现场定。刀具材料:YT15硬质合金车刀刀具参数:=450:/=80:s=007 0 : r= 0.1m.切削用量:1=0.28mm/t,ap=2mmU=60m/min改变车刀前角:×0=0 0:150:300。用不同前角的车刀分别切削一段试棒,停车收集切屑并观察切削颜色(注意安全,防止烫伤)。测量,并将结果填入表 2-2中。3 进给量「对切削变形的影响在车床上固定试件,装夹好刀具。图 2-1 切屑收缩图 2-2 车削切屑收缩 刀具参数:κr= 45 度 ;κr '= 8 度 ;λs = 0 度;γo = 10 度 ;αo = 7 度;r = 0.1 mm 切削用量: | = 0.28 mm/r, a p = 2 mm 改变切削速度;速度取值很关键,必须在实验前进行计算,从低速到高速,可先取 υ = 5; 10 ; 20 ; 25 ; 30 ; 40 ; 60 ; 80 ; 110 m /min ; n = ;;;;;;;; r/min ; 然后根据试棒直径计算出对应的机床转速。用每一种转速切削一段试棒,停车收集切屑并观察切削颜色(注意 安全,防止烫伤)。测量,并将结果填入表 2-1 中。 2 刀具前角对切削变形的影响 在车床上固定试件,装夹好刀具。 试件材料: 20# 钢,试件直径由现场定。 刀具材料: YT15 硬质合金车刀 刀具参数:κ r= 45 0 ;κ r '= 8 0 ;λ s= 0 0 ;α o= 7 0 ;r= 0.1mm。 切削用量: | = 0.28mm/r, a p = 2mm,U=60 m /min 改变车刀前角:γ o= 0 0 ; 15 0 ; 30 0 。 用不同前角的车刀分别切削一段试棒,停车收集切屑并观察切削颜色(注意安全,防止烫伤)。测量,并将结 果填入表 2-2 中。 3 进给量 | 对切削变形的影响 在车床上固定试件,装夹好刀具