正在加载图片...
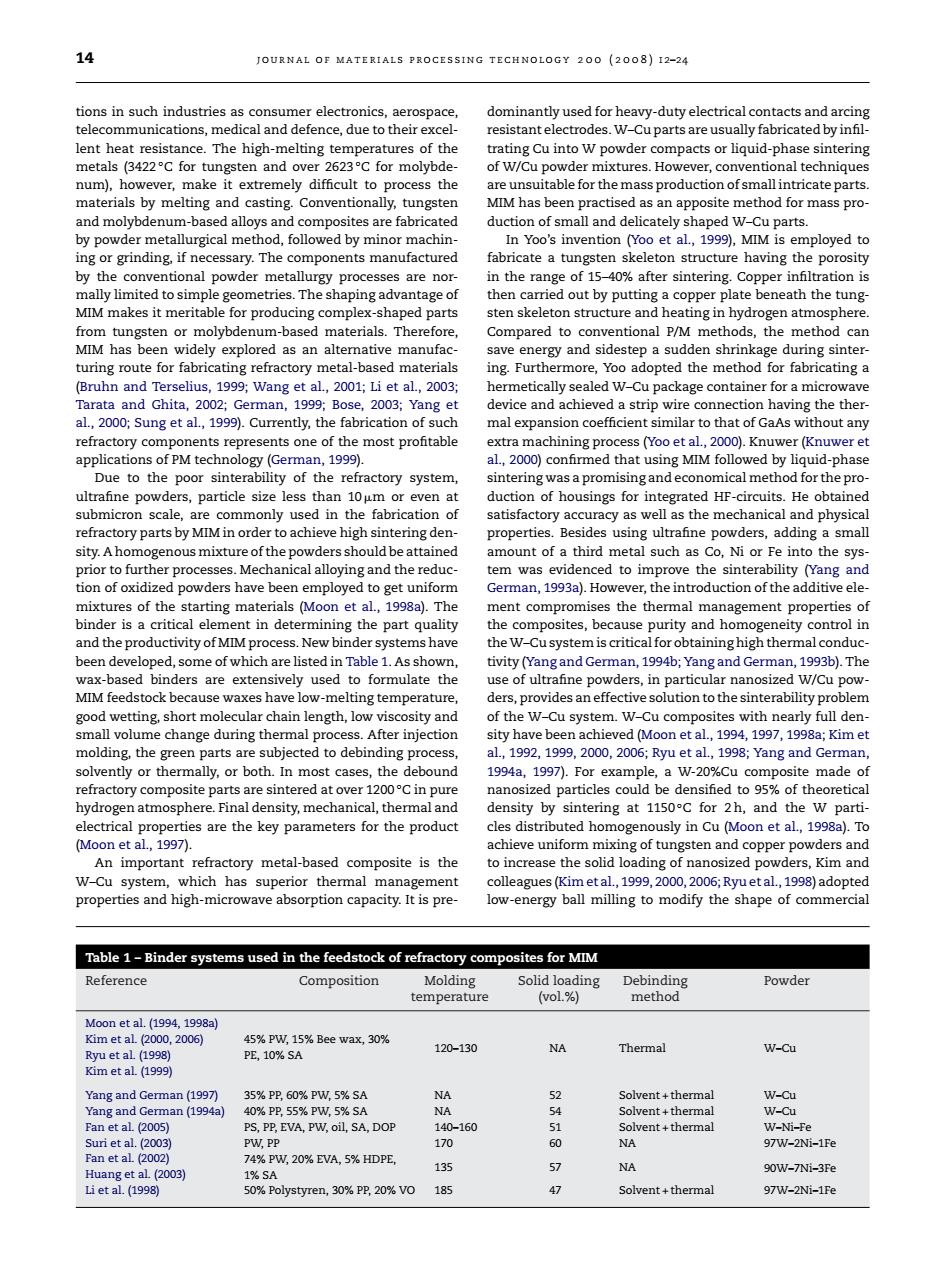
14 JOURNAL OF MATERIALS PROCESSING TECHNOLOGY 200 (2008)12-24 tions in such industries as co teiecommunicaions.nedcaianddeieaCeleohee dominantly used for h materials by melting and casting Conventionally,tungster ndmolybd etam-bas machi MI parts ing or grinding,if necessary.The components manufactured y conventiona powder metallurgy proce are no n the range of%fer sintering Copper MIM makes it meritable for producing parts sten skeleton structure and heatingn hydrogen atmospher materals.There metho turing route for fabricating refractory metal-ba ased materials (Bruhn and Terselius,1999 Wang et al,2001;Li et al,2003 ermetically sealed W-Cu package container for a microwave al 2000:sunget al 1999 ne ofh mor pab 2000)conf ed by liquid-phas ultrafine powders.particle size less than 10m or even at owders should he atta Me pow ent o duction of the a ent in determining the part qualit comp aininghigh thermal 3)T ased binders are exten ely used to formulate the wders,in particular nano sized w/Cu。 MIM fee caus ng temperatur ndes a the sinte erability problem have be 9921998a:Kime molding,the green parts are subjected to debin 1992,1999,2000,2006,Ryu et a1. 1998;Yang and German tly or ther 1997).For exar La to of th hydrogen atmosphere.Final density.mechanical,thermal ensity by sinterine at 1150c for 2h.and th W part ues are the key par for the produc ted ho usly in Cu (Moon et al., An important refractory metal-based composite is the to inc rease the solid loading of nanosized superior thermal management propert rption capacity.It is pre w-energy Table 1-Binder systems used in the feedstock of refractory composites for MIM Reference Composition Molding Powder tempera Debinding 比10SA Bee wax,3 120-130 NA Thermal W-Cu EVA,PW,oil,SA,DO vent +therma 60 NA 97W-2Ni-1Fe W,20%EVA,5%HDPE, 2003 135 NA 1%S 90W-7Ni-3Fe 6 Polystyren,30%P,20%V0 185 97w-2Ni-114 journal of materials processing technology 200 (2008) 12–24 tions in such industries as consumer electronics, aerospace, telecommunications, medical and defence, due to their excellent heat resistance. The high-melting temperatures of the metals (3422 ◦C for tungsten and over 2623 ◦C for molybdenum), however, make it extremely difficult to process the materials by melting and casting. Conventionally, tungsten and molybdenum-based alloys and composites are fabricated by powder metallurgical method, followed by minor machining or grinding, if necessary. The components manufactured by the conventional powder metallurgy processes are normally limited to simple geometries. The shaping advantage of MIM makes it meritable for producing complex-shaped parts from tungsten or molybdenum-based materials. Therefore, MIM has been widely explored as an alternative manufacturing route for fabricating refractory metal-based materials (Bruhn and Terselius, 1999; Wang et al., 2001; Li et al., 2003; Tarata and Ghita, 2002; German, 1999; Bose, 2003; Yang et al., 2000; Sung et al., 1999). Currently, the fabrication of such refractory components represents one of the most profitable applications of PM technology (German, 1999). Due to the poor sinterability of the refractory system, ultrafine powders, particle size less than 10m or even at submicron scale, are commonly used in the fabrication of refractory parts by MIM in order to achieve high sintering density. A homogenous mixture of the powders should be attained prior to further processes. Mechanical alloying and the reduction of oxidized powders have been employed to get uniform mixtures of the starting materials (Moon et al., 1998a). The binder is a critical element in determining the part quality and the productivity of MIM process. New binder systems have been developed, some of which are listed in Table 1. As shown, wax-based binders are extensively used to formulate the MIM feedstock because waxes have low-melting temperature, good wetting, short molecular chain length, low viscosity and small volume change during thermal process. After injection molding, the green parts are subjected to debinding process, solvently or thermally, or both. In most cases, the debound refractory composite parts are sintered at over 1200 ◦C in pure hydrogen atmosphere. Final density, mechanical, thermal and electrical properties are the key parameters for the product (Moon et al., 1997). An important refractory metal-based composite is the W–Cu system, which has superior thermal management properties and high-microwave absorption capacity. It is predominantly used for heavy-duty electrical contacts and arcing resistant electrodes. W–Cu parts are usually fabricated by infiltrating Cu into W powder compacts or liquid-phase sintering of W/Cu powder mixtures. However, conventional techniques are unsuitable for the mass production of small intricate parts. MIM has been practised as an apposite method for mass production of small and delicately shaped W–Cu parts. In Yoo’s invention (Yoo et al., 1999), MIM is employed to fabricate a tungsten skeleton structure having the porosity in the range of 15–40% after sintering. Copper infiltration is then carried out by putting a copper plate beneath the tungsten skeleton structure and heating in hydrogen atmosphere. Compared to conventional P/M methods, the method can save energy and sidestep a sudden shrinkage during sintering. Furthermore, Yoo adopted the method for fabricating a hermetically sealed W–Cu package container for a microwave device and achieved a strip wire connection having the thermal expansion coefficient similar to that of GaAs without any extra machining process (Yoo et al., 2000). Knuwer (Knuwer et al., 2000) confirmed that using MIM followed by liquid-phase sintering was a promising and economical method for the production of housings for integrated HF-circuits. He obtained satisfactory accuracy as well as the mechanical and physical properties. Besides using ultrafine powders, adding a small amount of a third metal such as Co, Ni or Fe into the system was evidenced to improve the sinterability (Yang and German, 1993a). However, the introduction of the additive element compromises the thermal management properties of the composites, because purity and homogeneity control in theW–Cu system is critical for obtaining high thermal conductivity (Yang and German, 1994b; Yang and German, 1993b). The use of ultrafine powders, in particular nanosized W/Cu powders, provides an effective solution to the sinterability problem of the W–Cu system. W–Cu composites with nearly full density have been achieved (Moon et al., 1994, 1997, 1998a; Kim et al., 1992, 1999, 2000, 2006; Ryu et al., 1998; Yang and German, 1994a, 1997). For example, a W-20%Cu composite made of nanosized particles could be densified to 95% of theoretical density by sintering at 1150 ◦C for 2 h, and the W particles distributed homogenously in Cu (Moon et al., 1998a). To achieve uniform mixing of tungsten and copper powders and to increase the solid loading of nanosized powders, Kim and colleagues (Kim et al., 1999, 2000, 2006; Ryu et al., 1998) adopted low-energy ball milling to modify the shape of commercial Table 1 – Binder systems used in the feedstock of refractory composites for MIM Reference Composition Molding temperature Solid loading (vol.%) Debinding method Powder Moon et al. (1994, 1998a) 45% PW, 15% Bee wax, 30% PE, 10% SA 120–130 NA Thermal W–Cu Kim et al. (2000, 2006) Ryu et al. (1998) Kim et al. (1999) Yang and German (1997) 35% PP, 60% PW, 5% SA NA 52 Solvent + thermal W–Cu Yang and German (1994a) 40% PP, 55% PW, 5% SA NA 54 Solvent + thermal W–Cu Fan et al. (2005) PS, PP, EVA, PW, oil, SA, DOP 140–160 51 Solvent + thermal W–Ni–Fe Suri et al. (2003) PW, PP 170 60 NA 97W–2Ni–1Fe Fan et al. (2002) 74% PW, 20% EVA, 5% HDPE, 1% SA 135 57 NA 90W–7Ni–3Fe Huang et al. (2003) Li et al. (1998) 50% Polystyren, 30% PP, 20% VO 185 47 Solvent + thermal 97W–2Ni–1Fe�