正在加载图片...
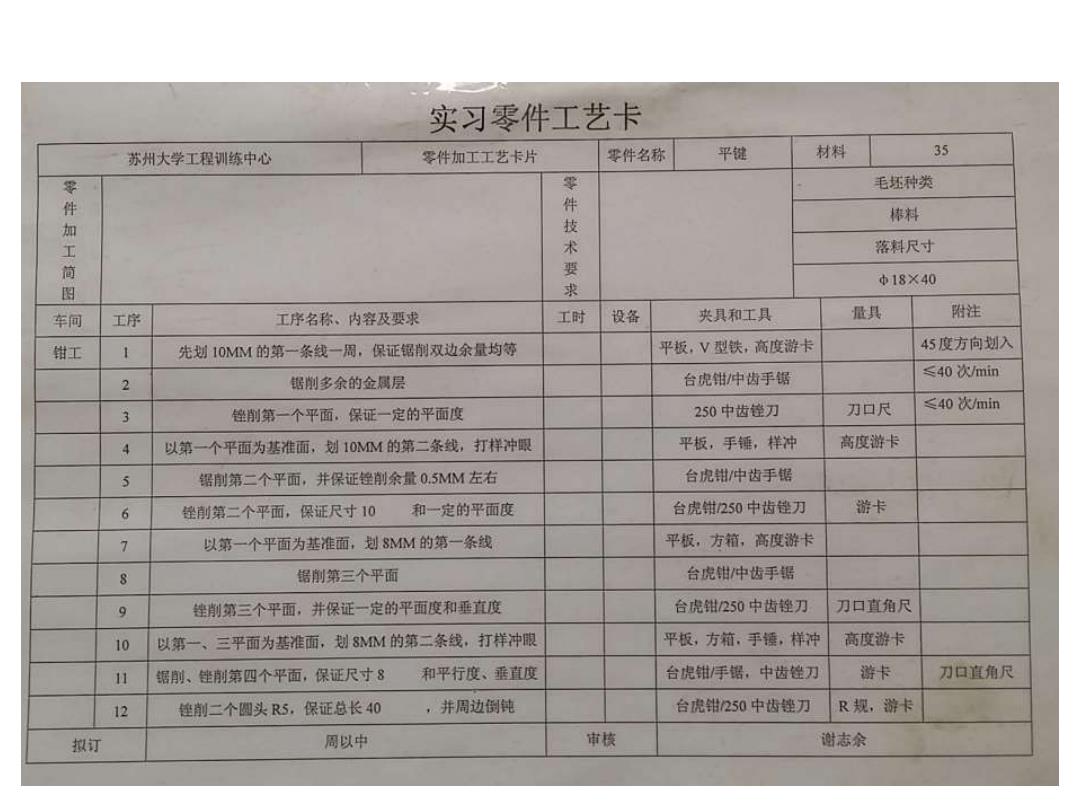
实习零件工艺卡 苏州大学工程训练中心 零件加工工艺卡片 零件名称 平键 材料 35 零 毛坯种类 件 棒料 加 技 术 落料尺寸 简 中18×40 图 求 车同 工序 工序名称、内容及要求 工时 设备 夹具和工具 量具 附注 钳工 1 先划10MM的第一条线一周,保证锯削双边余量均等 平板,V型铁,高度游卡 45度方向划入 ≤40次/min 2 锯削多余的金属层 台虎钳/中齿手锯 壁削第一个平面。保证一定的平面度 250中齿筐刀 刀口尺 ≤40次min 以第一个平面为基准面,划10MM的第二条线,打样冲眼 平板,手锤,样冲 高度游卡 5 锯削第二个平面,并保证铨削余量0.5MM左右 台虎钳/中齿手锯 缝削第二个平面,保证尺寸10 和一定的平面度 台虎钳2S0中齿缝刀 游卡 7 以第一个平面为基准面,划8MM的第一条线 平板,方箱,高度游卡 8 锯削第三个平面 台虎钳/中齿手锯 9 缝削第三个平面,并保证一定的平面度和垂直度 合虎钳250中齿铨刀 刀口直角尺 10 以第一、三平面为基准面,划8MM的第二条线,打样冲眼 平板,方箱,手锤,样冲 高度游卡 锯削、健刺第四个平面,保证尺寸8 和平行度、垂直度 台虎钳/手锯,中齿铨刀 游卡 刀口直角尺 12 健削二个圆头R5,保证总长40 ,并周边倒钝 台虎钳/250中齿缝刀 R规,游卡 拟订 周以中 审核 谢志余