正在加载图片...
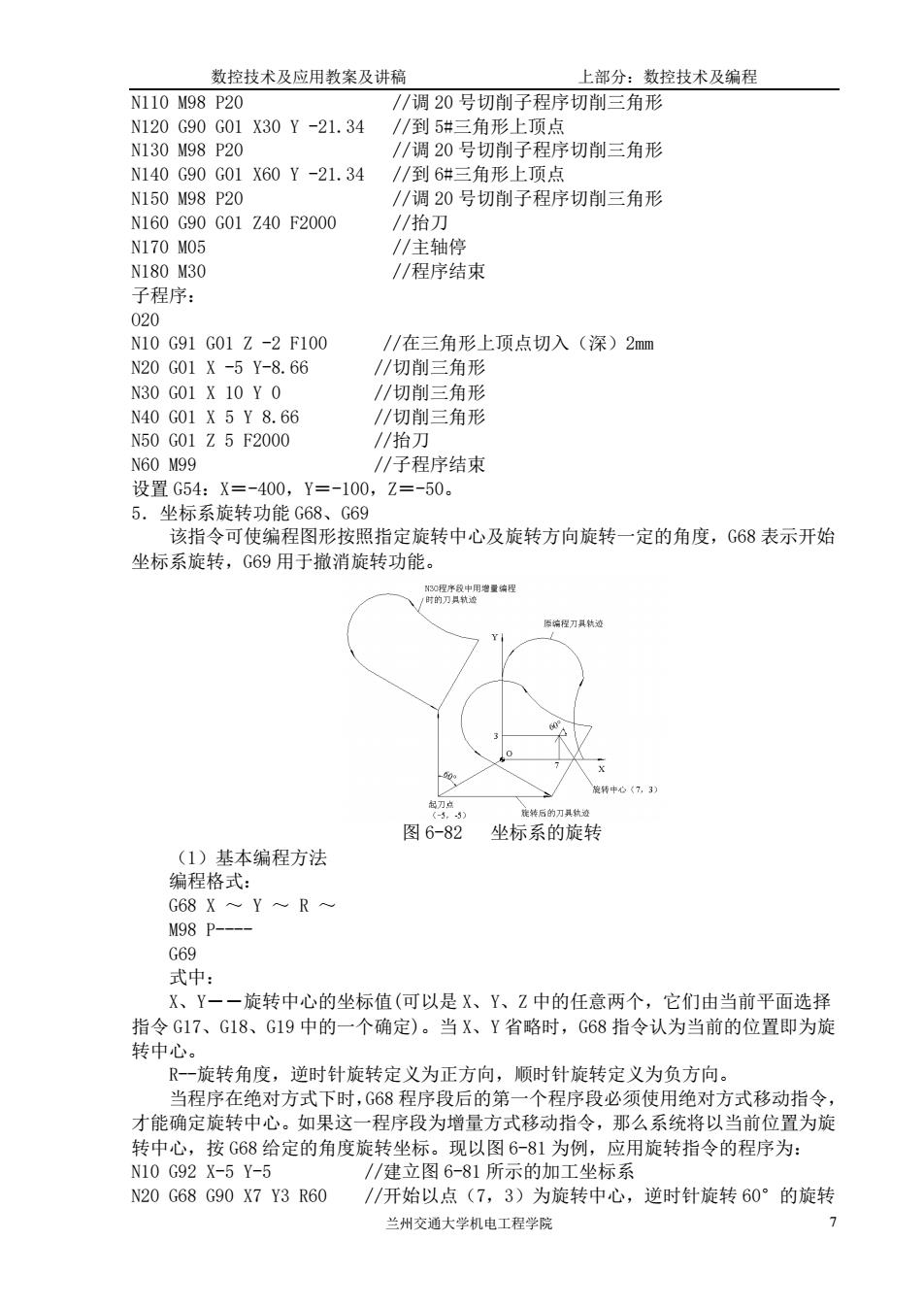
数控技术及应用教案及讲稿 上部分:数控技术及编程 N110M98P20 /调20号切削子程序切削三角形 N120G90G01X30Y-21.34 /到5#三角形上顶点 N130M98p20 /调20号切削子程序切削三角形 N140G90G01X60Y-21.34 /到6# 角形上顶点 N150M98P20 /调20号切削子程序切削三角形 N160G90G01Z40F2000 //怡刀 N170M05 //主轴停 N180M30 /程序结束 子程序: 0 N10G91G01Z-2F100 /在三角形上顶点切入(深)2mm N20G01X-5Y-8.66 /切削三角形 N30G01X10Y0 /切削三角形 /切削三角形 /抬刀 N60M99 /子程序结束 设置G54:X=-400,Y=-100,Z=-50。 5.坐标系旋转功能G68、G69 该指令可使编程图形按照指定旋转中心及旋转方向旋转一定的角度,G68表示开始 坐标系旋转,G69用于撒消旋转功能 原璃程刀具财刘 图6-82坐标系的旋转 (1)基本编程方法 编程格式: G68 X~Y~R~ M98p- G69 式中: X、Y一一旋转中心的坐标值(可以是X、Y、Z中的任意两个,它们由当前平面选择 指令G17、G18、G19中的一个确定)。当X、Y省略时,G68指令认为当前的位置即为旋 转中心。 R-一旋转角度,逆时针旋转定义为正方向,顺时针旋转定义为负方向。 当程序在绝对方式下时,G68程序段后的第一个程序段必须使用绝对方式移动指令 才能确定旋转中心。如果这一程序段为增量方式移动指令,那么系统将以当前位置为旋 转中心,按G68给定的角度旋转坐标。现以图6-81为例,应用旋转指令的程序为: N10G92X-5Y-5 /建立图6-81 所示的加工坐标系 N20G68G90X7Y3R60 /开始以点(7,3)为旋转中心,逆时针旋转60°的旋转 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 7 N110 M98 P20 //调 20 号切削子程序切削三角形 N120 G90 G01 X30 Y -21.34 //到 5#三角形上顶点 N130 M98 P20 //调 20 号切削子程序切削三角形 N140 G90 G01 X60 Y -21.34 //到 6#三角形上顶点 N150 M98 P20 //调 20 号切削子程序切削三角形 N160 G90 G01 Z40 F2000 //抬刀 N170 M05 //主轴停 N180 M30 //程序结束 子程序: O20 N10 G91 G01 Z -2 F100 //在三角形上顶点切入(深)2mm N20 G01 X -5 Y-8.66 //切削三角形 N30 G01 X 10 Y 0 //切削三角形 N40 G01 X 5 Y 8.66 //切削三角形 N50 G01 Z 5 F2000 //抬刀 N60 M99 //子程序结束 设置 G54:X=-400,Y=-100,Z=-50。 5.坐标系旋转功能 G68、G69 该指令可使编程图形按照指定旋转中心及旋转方向旋转一定的角度,G68 表示开始 坐标系旋转,G69 用于撤消旋转功能。 图 6-82 坐标系的旋转 (1)基本编程方法 编程格式: G68 X ~ Y ~ R ~ M98 P---- G69 式中: X、Y――旋转中心的坐标值(可以是 X、Y、Z 中的任意两个,它们由当前平面选择 指令 G17、G18、G19 中的一个确定)。当 X、Y 省略时,G68 指令认为当前的位置即为旋 转中心。 R--旋转角度,逆时针旋转定义为正方向,顺时针旋转定义为负方向。 当程序在绝对方式下时,G68 程序段后的第一个程序段必须使用绝对方式移动指令, 才能确定旋转中心。如果这一程序段为增量方式移动指令,那么系统将以当前位置为旋 转中心,按 G68 给定的角度旋转坐标。现以图 6-81 为例,应用旋转指令的程序为: N10 G92 X-5 Y-5 //建立图 6-81 所示的加工坐标系 N20 G68 G90 X7 Y3 R60 //开始以点(7,3)为旋转中心,逆时针旋转 60°的旋转