正在加载图片...
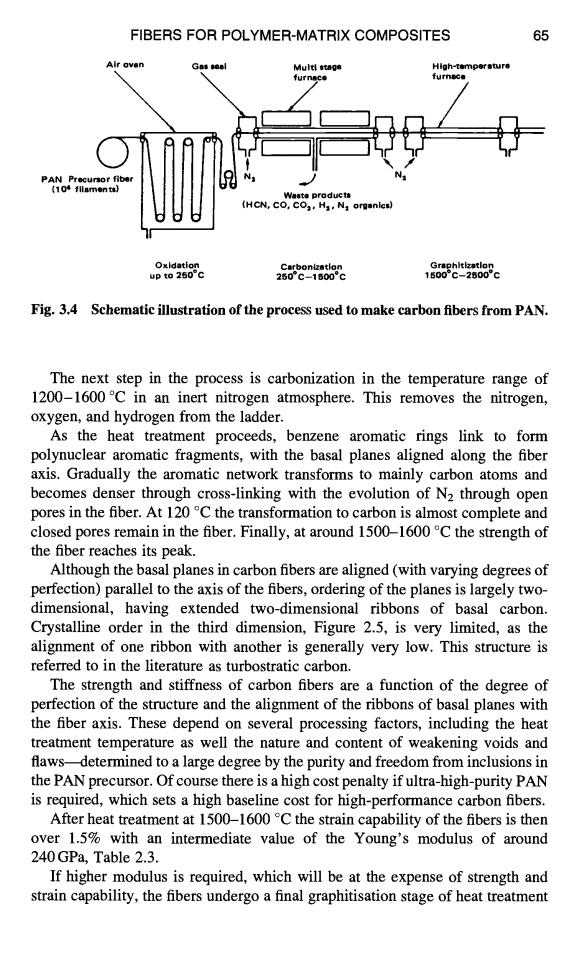
FIBERS FOR POLYMER-MATRIX COMPOSITES 65 Air aven Gas seal Multl stage High-temperature furnaco PAN Precursor fibe (104 filaments) Waste products (HCN,CO,COa.Ha,Na organics) Oxldation Graphitization up to 250c Carbonizatlon 250°C-1500°C 1500℃-2500c Fig.3.4 Schematic illustration of the process used to make carbon fibers from PAN. The next step in the process is carbonization in the temperature range of 1200-1600C in an inert nitrogen atmosphere.This removes the nitrogen, oxygen,and hydrogen from the ladder. As the heat treatment proceeds,benzene aromatic rings link to form polynuclear aromatic fragments,with the basal planes aligned along the fiber axis.Gradually the aromatic network transforms to mainly carbon atoms and becomes denser through cross-linking with the evolution of N2 through open pores in the fiber.At 120C the transformation to carbon is almost complete and closed pores remain in the fiber.Finally,at around 1500-1600C the strength of the fiber reaches its peak. Although the basal planes in carbon fibers are aligned(with varying degrees of perfection)parallel to the axis of the fibers,ordering of the planes is largely two- dimensional,having extended two-dimensional ribbons of basal carbon. Crystalline order in the third dimension,Figure 2.5,is very limited,as the alignment of one ribbon with another is generally very low.This structure is referred to in the literature as turbostratic carbon. The strength and stiffness of carbon fibers are a function of the degree of perfection of the structure and the alignment of the ribbons of basal planes with the fiber axis.These depend on several processing factors,including the heat treatment temperature as well the nature and content of weakening voids and flaws-determined to a large degree by the purity and freedom from inclusions in the PAN precursor.Of course there is a high cost penalty if ultra-high-purity PAN is required,which sets a high baseline cost for high-performance carbon fibers. After heat treatment at 1500-1600C the strain capability of the fibers is then over 1.5%with an intermediate value of the Young's modulus of around 240 GPa,Table 2.3. If higher modulus is required,which will be at the expense of strength and strain capability,the fibers undergo a final graphitisation stage of heat treatmentFIBERS FOR POLYMER-MATRIX COMPOSITES 65 Air oven Gall seal Multi stage "',;'o:;r:mT:,::"' "' w..J °d°o. " u u i° II H IiIh-~perotura fu mace Oxidation Carbonization Graphtttzatlon up to 2500C 250°C--1500°C 1500°C--2500°C Fig. 3.4 Schematic illustration of the process used to make carbon fibers from PAN. The next step in the process is carbonization in the temperature range of 1200-1600°C in an inert nitrogen atmosphere. This removes the nitrogen, oxygen, and hydrogen from the ladder. As the heat treatment proceeds, benzene aromatic rings link to form polynuclear aromatic fragments, with the basal planes aligned along the fiber axis. Gradually the aromatic network transforms to mainly carbon atoms and becomes denser through cross-linking with the evolution of N2 through open pores in the fiber. At 120 °C the transformation to carbon is almost complete and closed pores remain in the fiber. Finally, at around 1500-1600 °C the strength of the fiber reaches its peak. Although the basal planes in carbon fibers are aligned (with varying degrees of perfection) parallel to the axis of the fibers, ordering of the planes is largely twodimensional, having extended two-dimensional ribbons of basal carbon. Crystalline order in the third dimension, Figure 2.5, is very limited, as the alignment of one ribbon with another is generally very low. This structure is referred to in the literature as turbostratic carbon. The strength and stiffness of carbon fibers are a function of the degree of perfection of the structure and the alignment of the ribbons of basal planes with the fiber axis. These depend on several processing factors, including the heat treatment temperature as well the nature and content of weakening voids and flaws-----determined to a large degree by the purity and freedom from inclusions in the PAN precursor. Of course there is a high cost penalty if ultra-high-purity PAN is required, which sets a high baseline cost for high-performance carbon fibers. After heat treatment at 1500-1600 °C the strain capability of the fibers is then over 1.5% with an intermediate value of the Young's modulus of around 240 GPa, Table 2.3. If higher modulus is required, which will be at the expense of strength and strain capability, the fibers undergo a final graphitisation stage of heat treatment