正在加载图片...
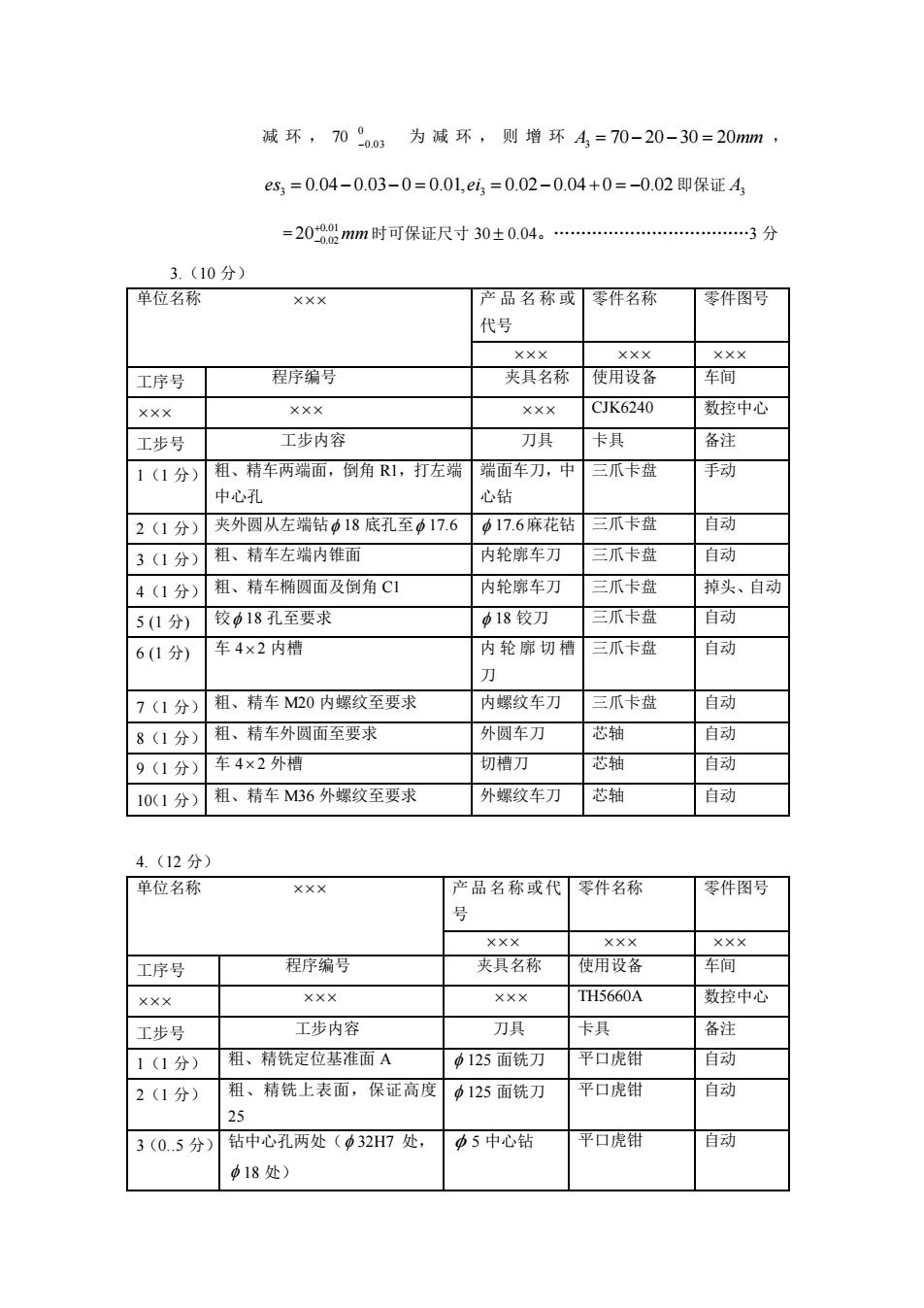
减环,70°003为减环,则增环4=70-20-30=20mm e5,=0.04-0.03-0=0.01,e4,=0.02-0.04+0=-0.02即保证4 =2000mm时可保证尺寸30士0.04。…3分 3.(10分) 单位名称 产品名称或零件名称 零件图号 代号 XXX 工序号 程序编号 夹具名称使用设备 车间 ××× ××× ×× CK6240 数控中心 工步号 工步内容 刀具 卡具 备注 1(1分) 粗、精车两端面,倒角R1,打左瑞 瑞面车刀,中三爪卡盘 手动 中心孔 心钻 2(1分)夹外圆从左端钻中18底孔至中17.6 017.6麻花钻三爪卡盘 自动 3(1分)祖、精车左端内锥面 内轮廓车刀 三爪卡盘 自动 4(1分)粗、精车椭圆面及倒角C1 内轮廓车刀 三爪卡盘 掉头、自动 5(1分) 铰中18孔至要求 中18铰刀 三爪卡盘 自动 6(1分) 车4×2内槽 内轮廓切槽三爪卡盘 自动 刀 7(1分) 粗、精车20内螺纹至要求 内螺纹车刀 三爪卡盘 自动 8(1分)粗、精车外圆面至要求 外圆车刀 芯轴 自动 9(1分)车4×2外槽 切梧刀 芯轴 自动 10(1分)粗、精车M36外螺纹至要求 外螺纹车刀 芯轴 自动 4.(12分) 单位名称 ××× 产品名称或代零件名称 零件图号 号 XXX ××× 工序号 程序编号 夹具名称 使用设备 华间 x×× X× ××× 数控中心 工步号 工步内容 刀其 卡具 备润 1(1分) 知、结铣定位基准面A 中125面铣刀 平▣虎钳 自动 2(1分) 粗、精铣上表面,保证高度 0125面铁刀 平口虎钳 自动 30.5分) 钻中心孔两处(32H7处, 中5中心钻 平口虎钳 自动 p18处) 减环, 70 0 −0.03 为减环, 则 增 环 3 A mm = − − = 70 20 30 20 , 3 3 es ei = − − = = − + = − 0.04 0.03 0 0.01, 0.02 0.04 0 0.02 即保证 A3 = 0.01 0.02 20 mm + − 时可保证尺寸 30 0.04。………………………………3 分 3.(10 分) 单位名称 产品名称或 代号 零件名称 零件图号 工序号 程序编号 夹具名称 使用设备 车间 CJK6240 数控中心 工步号 工步内容 刀具 卡具 备注 1(1 分) 粗、精车两端面,倒角 R1,打左端 中心孔 端面车刀,中 心钻 三爪卡盘 手动 2(1 分) 夹外圆从左端钻 18 底孔至 17.6 17.6麻花钻 三爪卡盘 自动 3(1 分) 粗、精车左端内锥面 内轮廓车刀 三爪卡盘 自动 4(1 分) 粗、精车椭圆面及倒角 C1 内轮廓车刀 三爪卡盘 掉头、自动 5 (1 分) 铰 18 孔至要求 18 铰刀 三爪卡盘 自动 6 (1 分) 车 4 2 内槽 内轮廓切槽 刀 三爪卡盘 自动 7(1 分) 粗、精车 M20 内螺纹至要求 内螺纹车刀 三爪卡盘 自动 8(1 分) 粗、精车外圆面至要求 外圆车刀 芯轴 自动 9(1 分) 车 4 2 外槽 切槽刀 芯轴 自动 10(1 分) 粗、精车 M36 外螺纹至要求 外螺纹车刀 芯轴 自动 4.(12 分) 单位名称 产品名称或代 号 零件名称 零件图号 工序号 程序编号 夹具名称 使用设备 车间 TH5660A 数控中心 工步号 工步内容 刀具 卡具 备注 1(1 分) 粗、精铣定位基准面 A 125 面铣刀 平口虎钳 自动 2(1 分) 粗、精铣上表面,保证高度 25 125 面铣刀 平口虎钳 自动 3(0..5 分) 钻中心孔两处( 32H7 处, 18 处) 5 中心钻 平口虎钳 自动