正在加载图片...
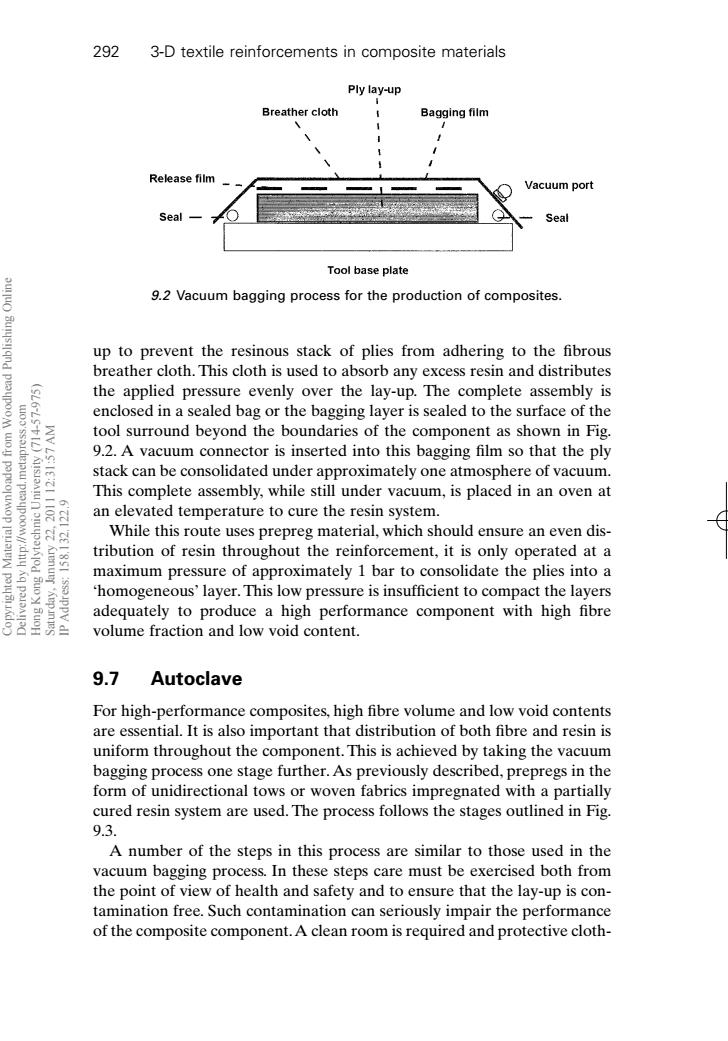
292 3-D textile reinforcements in composite materials Ply lay-up Breather cloth Bagging film Release film Vacuum port Seal Seal Tool base plate 9.2 Vacuum bagging process for the production of composites. up to prevent the resinous stack of plies from adhering to the fibrous breather cloth.This cloth is used to absorb any excess resin and distributes the applied pressure evenly over the lay-up.The complete assembly is enclosed in a sealed bag or the bagging layer is sealed to the surface of the tool surround beyond the boundaries of the component as shown in Fig. 9.2.A vacuum connector is inserted into this bagging film so that the ply stack can be consolidated under approximately one atmosphere of vacuum. This complete assembly,while still under vacuum,is placed in an oven at an elevated temperature to cure the resin system. 周网 While this route uses prepreg material,which should ensure an even dis- tribution of resin throughout the reinforcement,it is only operated at a maximum pressure of approximately 1 bar to consolidate the plies into a homogeneous'layer.This low pressure is insufficient to compact the layers adequately to produce a high performance component with high fibre volume fraction and low void content. 9.7 Autoclave For high-performance composites,high fibre volume and low void contents are essential.It is also important that distribution of both fibre and resin is uniform throughout the component.This is achieved by taking the vacuum bagging process one stage further.As previously described,prepregs in the form of unidirectional tows or woven fabrics impregnated with a partially cured resin system are used.The process follows the stages outlined in Fig. 9.3. A number of the steps in this process are similar to those used in the vacuum bagging process.In these steps care must be exercised both from the point of view of health and safety and to ensure that the lay-up is con- tamination free.Such contamination can seriously impair the performance of the composite component.A clean room is required and protective cloth-up to prevent the resinous stack of plies from adhering to the fibrous breather cloth. This cloth is used to absorb any excess resin and distributes the applied pressure evenly over the lay-up. The complete assembly is enclosed in a sealed bag or the bagging layer is sealed to the surface of the tool surround beyond the boundaries of the component as shown in Fig. 9.2. A vacuum connector is inserted into this bagging film so that the ply stack can be consolidated under approximately one atmosphere of vacuum. This complete assembly, while still under vacuum, is placed in an oven at an elevated temperature to cure the resin system. While this route uses prepreg material, which should ensure an even distribution of resin throughout the reinforcement, it is only operated at a maximum pressure of approximately 1 bar to consolidate the plies into a ‘homogeneous’ layer. This low pressure is insufficient to compact the layers adequately to produce a high performance component with high fibre volume fraction and low void content. 9.7 Autoclave For high-performance composites, high fibre volume and low void contents are essential. It is also important that distribution of both fibre and resin is uniform throughout the component. This is achieved by taking the vacuum bagging process one stage further. As previously described, prepregs in the form of unidirectional tows or woven fabrics impregnated with a partially cured resin system are used. The process follows the stages outlined in Fig. 9.3. A number of the steps in this process are similar to those used in the vacuum bagging process. In these steps care must be exercised both from the point of view of health and safety and to ensure that the lay-up is contamination free. Such contamination can seriously impair the performance of the composite component.A clean room is required and protective cloth- 292 3-D textile reinforcements in composite materials 9.2 Vacuum bagging process for the production of composites. RIC9 7/10/99 8:32 PM Page 292 Copyrighted Material downloaded from Woodhead Publishing Online Delivered by http://woodhead.metapress.com Hong Kong Polytechnic University (714-57-975) Saturday, January 22, 2011 12:31:57 AM IP Address: 158.132.122.9