正在加载图片...
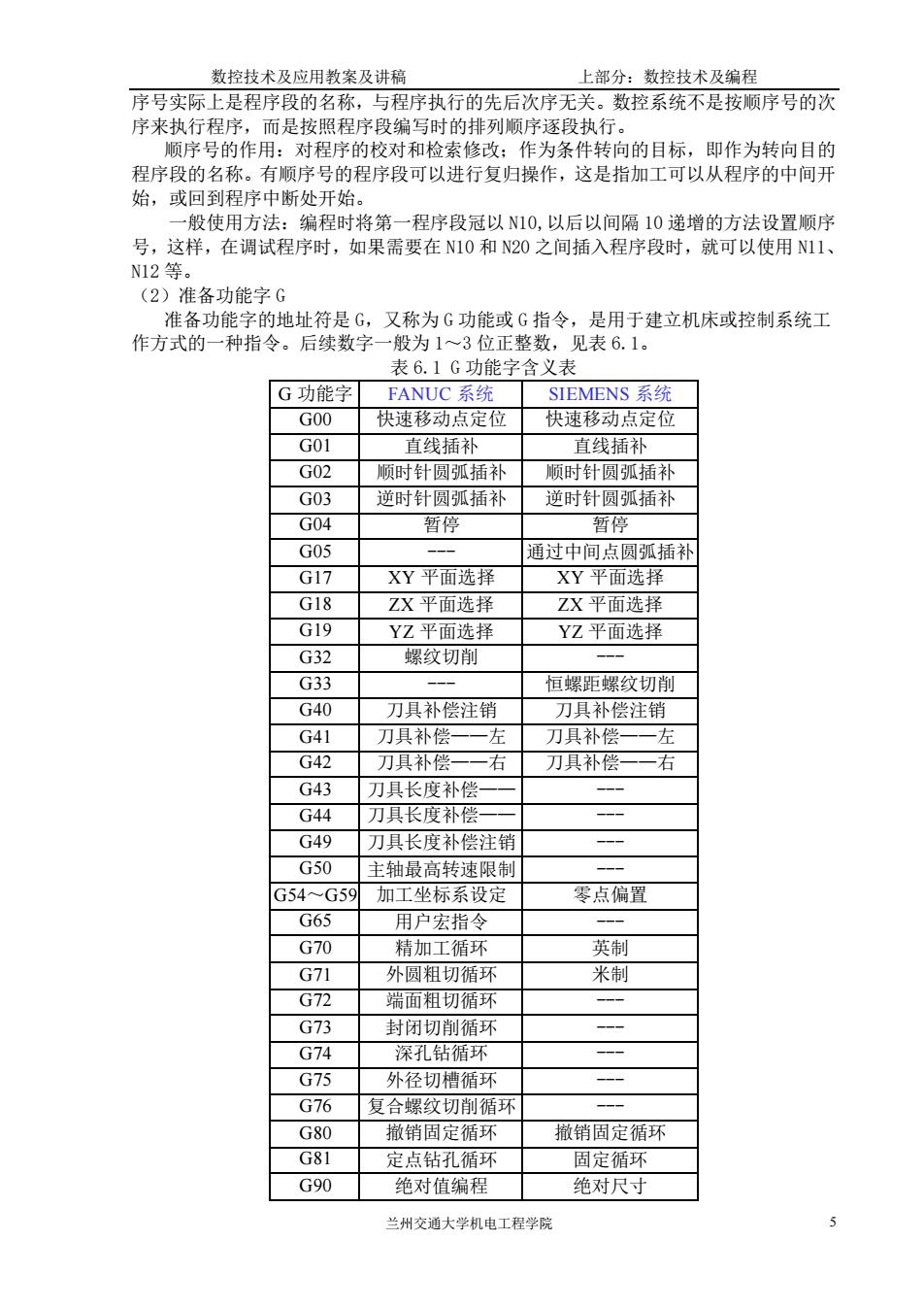
数控技术及应用教案及讲稿 上部分:数控技术及编程 序号实际上是程序段的名称,与程序执行的先后次序无关。数控系统不是按顺序号的次 序来执行程序,而是按照程序段编写时的排列顺序逐段执行。 顺序号的作用:对程序的校对和检索修改:作为条件转向的目标,即作为转向目的 程序段的名称 有顺序号的程序段可以进行复归操作,这是指加工可以从程序的中间开 始,或回到程序中断处开始。 一般使用方法:编程时将第一程序段冠以N10,以后以间隔10递增的方法设置顺序 号,这样,在调试程序时,如果需要在N10和N20之间插入程序段时,就可以使用N11、 NI2等。 (2)准备功能字G 准备功能字的地址符是G,又称为G功能或G指令,是用于建立机床或控制系统工 作方式的一种指令。后续数字一般为1~3位正整数,见表6.1。 表6.1G功能字含义表 G功能字 SIEMENS系统 G00 快速移动点定位 快速移动点定位 G01 直线插补 直线插补 G02 顺时针圆弧插补 顺时针圆弧插补 G03 逆时针圆插补 逆时针圆弧插补 G04 暂停 所亭 G05 通过中间点圆弧插 G17 XY平面选择 XY平面选择 G18 X平面洗择 7X平面洗择 G19 YZ平面选择 YZ平面选择 G32 螺纹切削 G33 恒螺距螺纹切 G40 刀具补偿注销 刀具补偿注销 G41 刀具补伴 刀具补伴 G42 刀具补偿 刀具补偿 G43 刀且长度补坐 G44 刀且长府补华 G49 刀具长度补偿注销 G50 主钠最高转速限制 G54~G5 加工坐标系设定 零点偏置 G65 用户宏指今 G70 精加工循环 革制 G7列 外圆粗切循环 米制 G72 瑞面粗切循环 G73 封闭切削循环 G74 深孔钻循环 G75 外径切槽循环 G76 复合螺纹切削循王 G80 辙销固定循环 撤销固定循环 G81 定点钻孔循环 固定循环 G90 绝对值编程 绝对尺寸 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 序号实际上是程序段的名称,与程序执行的先后次序无关。数控系统不是按顺序号的次 序来执行程序,而是按照程序段编写时的排列顺序逐段执行。 顺序号的作用:对程序的校对和检索修改;作为条件转向的目标,即作为转向目的 程序段的名称。有顺序号的程序段可以进行复归操作,这是指加工可以从程序的中间开 始,或回到程序中断处开始。 一般使用方法:编程时将第一程序段冠以 N10,以后以间隔 10 递增的方法设置顺序 号,这样,在调试程序时,如果需要在 N10 和 N20 之间插入程序段时,就可以使用 N11、 N12 等。 (2)准备功能字 G 准备功能字的地址符是 G,又称为 G 功能或 G 指令,是用于建立机床或控制系统工 作方式的一种指令。后续数字一般为 1~3 位正整数,见表 6.1。 表 6.1 G 功能字含义表 G 功能字 FANUC 系统 SIEMENS 系统 G00 快速移动点定位 快速移动点定位 G01 直线插补 直线插补 G02 顺时针圆弧插补 顺时针圆弧插补 G03 逆时针圆弧插补 逆时针圆弧插补 G04 暂停 暂停 G05 --- 通过中间点圆弧插补 G17 XY 平面选择 XY 平面选择 G18 ZX 平面选择 ZX 平面选择 G19 YZ 平面选择 YZ 平面选择 G32 螺纹切削 --- G33 --- 恒螺距螺纹切削 G40 刀具补偿注销 刀具补偿注销 G41 刀具补偿——左 刀具补偿——左 G42 刀具补偿——右 刀具补偿——右 G43 刀具长度补偿—— 正 --- G44 刀具长度补偿—— 负 --- G49 刀具长度补偿注销 --- G50 主轴最高转速限制 --- G54~G59 加工坐标系设定 零点偏置 G65 用户宏指令 --- G70 精加工循环 英制 G71 外圆粗切循环 米制 G72 端面粗切循环 --- G73 封闭切削循环 --- G74 深孔钻循环 --- G75 外径切槽循环 --- G76 复合螺纹切削循环 --- G80 撤销固定循环 撤销固定循环 G81 定点钻孔循环 固定循环 G90 绝对值编程 绝对尺寸