正在加载图片...
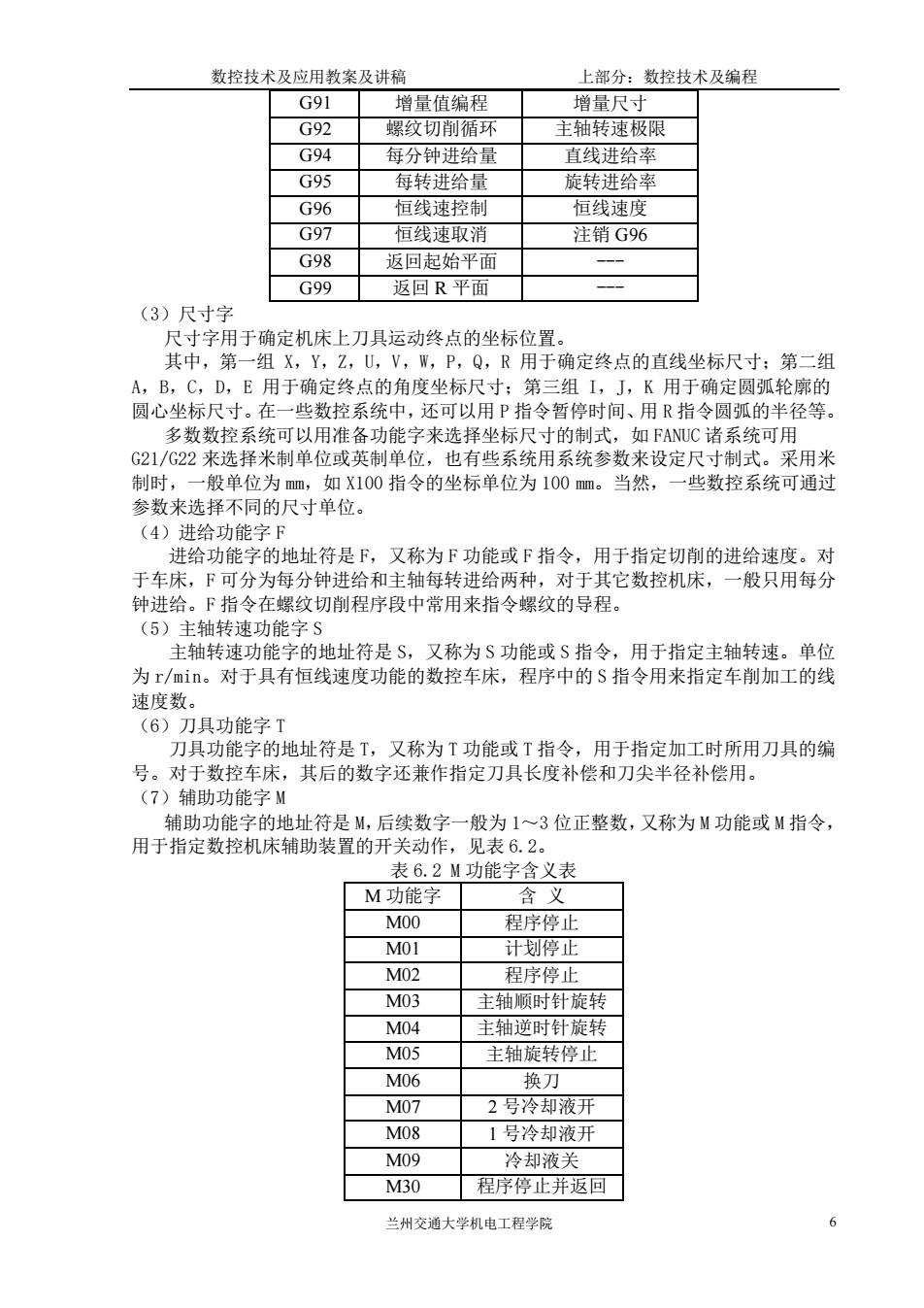
数控技术及应用教案及讲稿 上部分:数控技术及编程 G91 增量情绵程 增最尺十 G92 螺纹切削循玉 主轴转速极佩 G94 每分钟讲给最 直线讲给率 G95 旋转进给率 G96 恒线速控制 恒线速度 G97■ 恒线速取消 注销G96 G98 返回起始平面 G99 返回R平面 (3)尺寸字 尺、计之用王确定庆上刀且动终占的位罗 其中,第 组X,Y,Z,U,V,,P,Q,R用于确定终点的直线坐标尺寸:第二组 A,B,C,D,E用于确定终点的角度坐标尺寸:第三组I,J,K用于确定圆弧轮廓的 圆心坐标尺寸。在一些数控系统中,还可以用P指令暂停时间、用R指令圆弧的半径等。 多数数控系统可以用准备功能字来选择坐标尺寸的制式,如FANUC诸系统可用 G21/G22来选择米制单位或英制单位,也有些系统用系统参数来设定尺寸制式。采用米 制时, 般单位为m, 如X100指令的坐标单位为100m。 当然 些数控系统可通过 参数来选择不同的尺寸单位。 (4)进给功能字F 进给功能字的地址符是F,又称为F功能或F指令,用于指定切削的进给速度。对 于车床,下可分为每分钟进给和主轴每转进给两种,对于其它数控机床,一般只用每分 钟进给。F指令在螺纹切削程序段中常用来指令螺纹的导程。 (5)主轴车 速 主轴转速功能字的地址符是S,又称为S功能或S指令,用于指定主轴转速。单位 为r/mi。对于具有恒线速度功能的数控车床,程序中的S指令用来指定车削加工的线 速度数。 (6)刀且功能字T 刀且h能 字的地址符是T,又称为T功能或T指令 用于指定加工时所用刀具的编 号。对于数控车床,其后的数字还兼作指定刀具长度补偿和刀尖半径补偿用。 (7)辅助功能字M 辅助功能字的地址符是M,后续数字一般为1~3位正整数,又称为M功能或M指令 用于指定数控机床辅助装置的开关动作,见表6.2。 表6)M功能字今义表 M功能字 含义 M00 程序停止 计划停正 M02 程序停止 M03 主轴领时针旋转 M04 主轴逆时针旋转 M05 主轴旋转停止 M06 换刀 M07 2号冷却液开 M08 1号冷却液开 M09 冷却液关 M30 程序停止并返回 兰州交通大学机电工程学院 6数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 6 G91 增量值编程 增量尺寸 G92 螺纹切削循环 主轴转速极限 G94 每分钟进给量 直线进给率 G95 每转进给量 旋转进给率 G96 恒线速控制 恒线速度 G97 恒线速取消 注销 G96 G98 返回起始平面 --- G99 返回 R 平面 --- (3)尺寸字 尺寸字用于确定机床上刀具运动终点的坐标位置。 其中,第一组 X,Y,Z,U,V,W,P,Q,R 用于确定终点的直线坐标尺寸;第二组 A,B,C,D,E 用于确定终点的角度坐标尺寸;第三组 I,J,K 用于确定圆弧轮廓的 圆心坐标尺寸。在一些数控系统中,还可以用 P 指令暂停时间、用 R 指令圆弧的半径等。 多数数控系统可以用准备功能字来选择坐标尺寸的制式,如 FANUC 诸系统可用 G21/G22 来选择米制单位或英制单位,也有些系统用系统参数来设定尺寸制式。采用米 制时,一般单位为 mm,如 X100 指令的坐标单位为 100 mm。当然,一些数控系统可通过 参数来选择不同的尺寸单位。 (4)进给功能字 F 进给功能字的地址符是 F,又称为 F 功能或 F 指令,用于指定切削的进给速度。对 于车床,F 可分为每分钟进给和主轴每转进给两种,对于其它数控机床,一般只用每分 钟进给。F 指令在螺纹切削程序段中常用来指令螺纹的导程。 (5)主轴转速功能字 S 主轴转速功能字的地址符是 S,又称为 S 功能或 S 指令,用于指定主轴转速。单位 为 r/min。对于具有恒线速度功能的数控车床,程序中的 S 指令用来指定车削加工的线 速度数。 (6)刀具功能字 T 刀具功能字的地址符是 T,又称为 T 功能或 T 指令,用于指定加工时所用刀具的编 号。对于数控车床,其后的数字还兼作指定刀具长度补偿和刀尖半径补偿用。 (7)辅助功能字 M 辅助功能字的地址符是 M,后续数字一般为 1~3 位正整数,又称为 M 功能或 M 指令, 用于指定数控机床辅助装置的开关动作,见表 6.2。 表 6.2 M 功能字含义表 M 功能字 含 义 M00 程序停止 M01 计划停止 M02 程序停止 M03 主轴顺时针旋转 M04 主轴逆时针旋转 M05 主轴旋转停止 M06 换刀 M07 2 号冷却液开 M08 1 号冷却液开 M09 冷却液关 M30 程序停止并返回 开始处