正在加载图片...
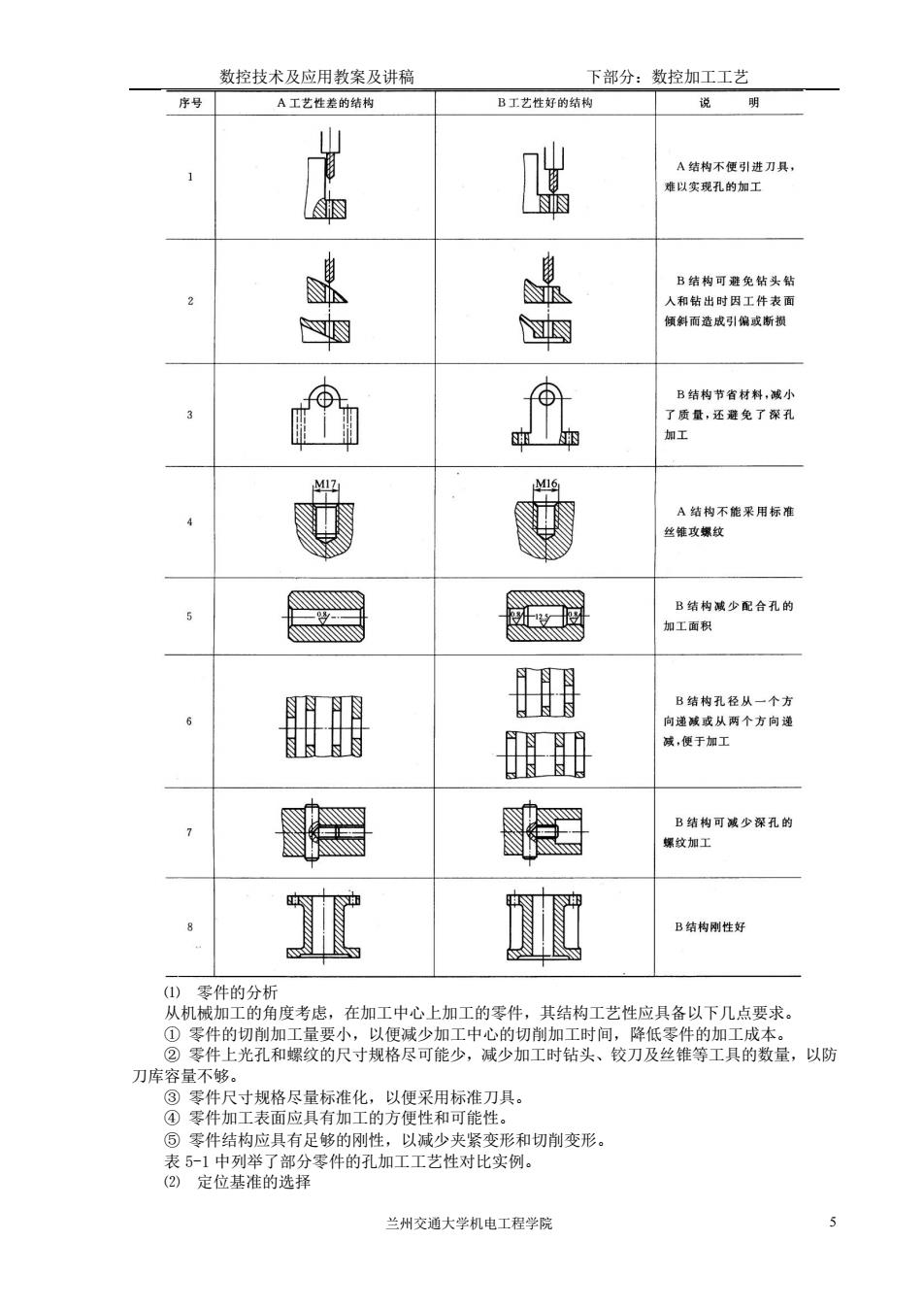
数控技术及应用教案及讲稿 下部分:数控加工工艺 序号 A工艺性差的结构 B工艺性好的结构 说明 咄 A结构不便引进刀具】 难以实现孔的加工 B结构可避免估头 人和站出时因工件表瓜 倾斜而造成引偏或新损 T质最,还凝免了深孔 加工 的 A姑构不能采用标准 丝细或螺以 B结构孔径从一个方 向递减或从两个方向通 旺 ,便于加 B结构可该少深孔的 r B结构彩性好 )零件的分 从机械加工的角度考虑,在加工中心上加工的零件,其结构工艺性应具备以下几点要求。 ①零件的切削加工量要小,以便减少加工中心的切削加工时间,降低零件的加工成本。 ②零件上光孔和螺纹的尺寸规格尽可能少,减少加工时钻头、铰刀及丝锥等工具的数量,以防 刀库容量不够。 。件尺果标准化的大保用能, 的力便 形和切削变形。 空件编减具现雅的艺买 定位基准的选样 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 ⑴ 零件的分析 从机械加工的角度考虑,在加工中心上加工的零件,其结构工艺性应具备以下几点要求。 ① 零件的切削加工量要小,以便减少加工中心的切削加工时间,降低零件的加工成本。 ② 零件上光孔和螺纹的尺寸规格尽可能少,减少加工时钻头、铰刀及丝锥等工具的数量,以防 刀库容量不够。 ③ 零件尺寸规格尽量标准化,以便采用标准刀具。 ④ 零件加工表面应具有加工的方便性和可能性。 ⑤ 零件结构应具有足够的刚性,以减少夹紧变形和切削变形。 表 5-1 中列举了部分零件的孔加工工艺性对比实例。 ⑵ 定位基准的选择