正在加载图片...
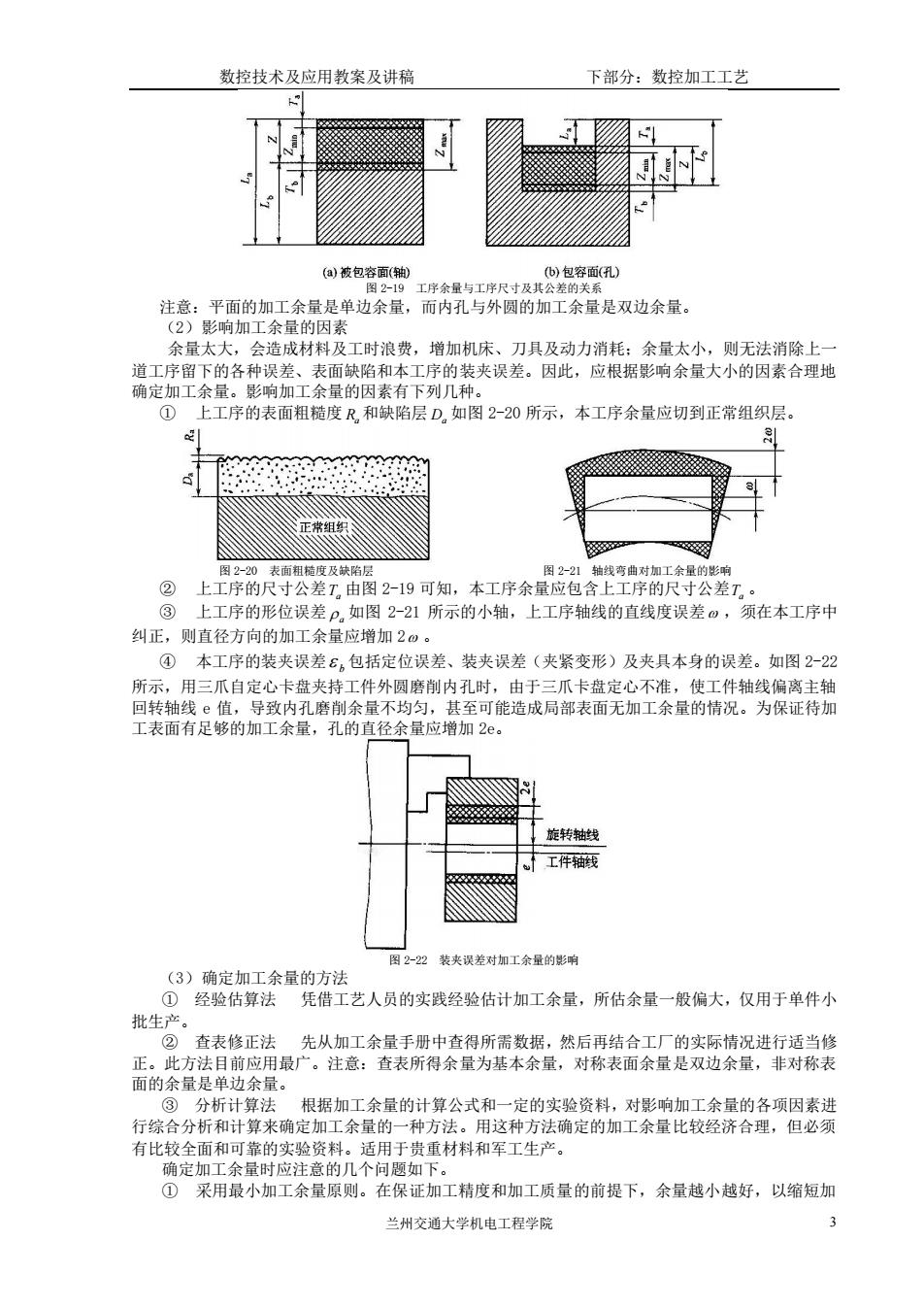
数控技术及应用教案及讲稿 下部分:数控加工工艺 包容面(孔 金量的因素 余量太大,会造成材料及工时浪费,增加机床、刀具及动力消耗:余量太小,则无法消除上一 道工序留下的各种误差、表面缺陷和本工序的装夹误差。因此,应根据影响余量大小的因素合理地 确定加工余量。影响加工余量的因素有下列几种】 ①上工序的表面粗糙度R和缺陷层D,如图2-20所示,本工序余量应切到正常组织层。 20表而和脑度及缺 ②上工序的尺寸公差T由图2-19可知,本工序余量应包含上工序的尺寸公差T ③上工序的形位误差p,如图2-21所示的小轴,上工序轴线的直线度误差。,须在本工序中 纠正,则直径方向的加工余量应增加2仙 本工序的装夹误差,包括定位误差、装夹误差(夹紧变形)及夹具本身的误差。如图2-22 所示,用三爪自定心卡盘夹持工件外圆磨削内孔时,由于三爪卡盘定心不准,使工件轴线偏离主轴 至可能造成局部表面无加工余量的情况。为保证待加 余量应增加2e。 旋转轴钱 工件袖纸 图2公-22装类误老对加工余量的影响 (3)确定加工余量的方法 ⊙经验估算法凭借工艺人员的实践经验估计加工余量,所估余量一般偏大,仅用于单件小 批生 ②查表修正法 先从加工余量手册中查得所需数据,然后再结合工厂的实际情况进行适当修 最广。注意:查表所得余量为基本余量,对称表面余量是双边余量,非对称表 据加工余量的计望人式和一定的实资料对光响部致食量的各项但京 金的 适用于贵重材料和军工生 ①采用最小加工余量原则。在保证加工精度和加工质量的前提下,余量越小越好,以缩短加 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 图 2-19 工序余量与工序尺寸及其公差的关系 注意:平面的加工余量是单边余量,而内孔与外圆的加工余量是双边余量。 (2)影响加工余量的因素 余量太大,会造成材料及工时浪费,增加机床、刀具及动力消耗;余量太小,则无法消除上一 道工序留下的各种误差、表面缺陷和本工序的装夹误差。因此,应根据影响余量大小的因素合理地 确定加工余量。影响加工余量的因素有下列几种。 ① 上工序的表面粗糙度 Ra 和缺陷层 Da 如图 2-20 所示,本工序余量应切到正常组织层。 图 2-20 表面粗糙度及缺陷层 图 2-21 轴线弯曲对加工余量的影响 ② 上工序的尺寸公差 Ta 由图 2-19 可知,本工序余量应包含上工序的尺寸公差 Ta 。 ③ 上工序的形位误差 a 如图 2-21 所示的小轴,上工序轴线的直线度误差 ,须在本工序中 纠正,则直径方向的加工余量应增加 2 。 ④ 本工序的装夹误差 b 包括定位误差、装夹误差(夹紧变形)及夹具本身的误差。如图 2-22 所示,用三爪自定心卡盘夹持工件外圆磨削内孔时,由于三爪卡盘定心不准,使工件轴线偏离主轴 回转轴线 e 值,导致内孔磨削余量不均匀,甚至可能造成局部表面无加工余量的情况。为保证待加 工表面有足够的加工余量,孔的直径余量应增加 2e。 图 2-22 装夹误差对加工余量的影响 (3)确定加工余量的方法 ① 经验估算法 凭借工艺人员的实践经验估计加工余量,所估余量一般偏大,仅用于单件小 批生产。 ② 查表修正法 先从加工余量手册中查得所需数据,然后再结合工厂的实际情况进行适当修 正。此方法目前应用最广。注意:查表所得余量为基本余量,对称表面余量是双边余量,非对称表 面的余量是单边余量。 ③ 分析计算法 根据加工余量的计算公式和一定的实验资料,对影响加工余量的各项因素进 行综合分析和计算来确定加工余量的一种方法。用这种方法确定的加工余量比较经济合理,但必须 有比较全面和可靠的实验资料。适用于贵重材料和军工生产。 确定加工余量时应注意的几个问题如下。 ① 采用最小加工余量原则。在保证加工精度和加工质量的前提下,余量越小越好,以缩短加