正在加载图片...
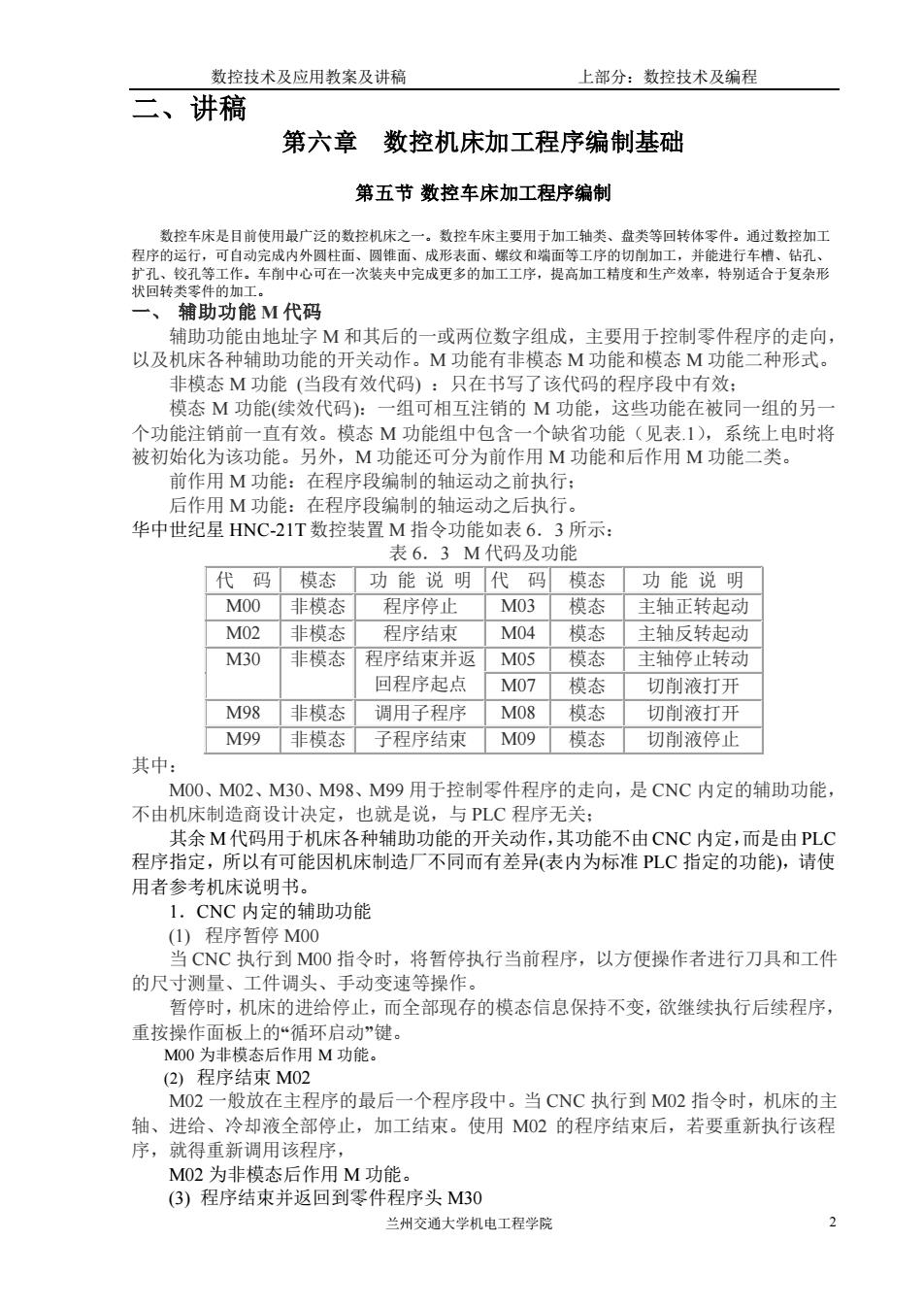
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第六章数控机床加工程序编制基础 第五节数控车床加工程序编制 数控车床是目前使用最广泛的数控机床之一。数控车庆主要用于加工轴类、盘类等回转体零件。通过数控加工 一、辅助功能M代码 铺助功能由地比字M和其后的一或两位数字组成,主要用干控制零件程常的走向 以及机床各种辅助功能的开关动作。M功能有非模态M功能和模态M功能二种形式。 非模态 M功能(当段有效代码):只在书写了该代码的程序段中有效: 模态M功能(续效代码):一组可相互注销的M功能,这些功能在被同一组的另 个功能注销前一直有效。模态M功能组中包含一个缺省功能(见表1),系统上电时将 被初始化为该功能。另外,M功能还可分为前作用M功能和后作用M功能二类。 前作用M功能:在程序段编制的轴运动之前执行: 作用M功能:在程序段编制的轴运动之后执行 华中世纪星HNC-21T数控装置M指令功能如表6.3所示: 表6.3M代码及功能 代码模态功能说明代码模态功能说明 非模态 程序停止 M03 模态 主轴正转起动 M02非模态 程序结束M04 模态 主轴反转起动 M30非模态程序结束并返M05 模态 主停止转动 回程序起点 M07 模态 切削液打开 M98非模态 调用子程序M08模态 切削液打开 M99非模态子程序结束M09模态■ 切削液停止 其中: MO0、M02、M30、M98、M99用于控制零件程序的走向,是CNC内定的辅助功能, 不由机床制造商设计决定,也就是说,与PLC程序无关: 其余M代码用 程序指定 于机床各种辅助功能的开关动作,其功能不由CNC内定,而是由PC ,所以有可能因机床制造厂不同而有差异(表内为标准PLC指定的功能),请使 用者参考机床说明书。 1.CNC内定的辅助功能 (1)程序暂停M00 当CNC执行到MO0指令时,将暂停执行当前程序,以方便操作者进行刀具和工件 的尺寸测量、 工件调 暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序, 重按操作面板上的“循环启动”键。 MO0为非模态后作用M功能。 (2)程序结束M02 MO2一般放在主程序的最后一个程序段中。当CNC执行到MO2指令时,机床的主 轴、进给、冷却液全部停止,加工结束。使用M02的程序结束后,若要重新执行该程 序,就得重新调用该程序, MO2为非模态后作用M功能。 (3)程序结束并返回到零件程序头M30 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第六章 数控机床加工程序编制基础 第五节 数控车床加工程序编制 数控车床是目前使用最广泛的数控机床之一。数控车床主要用于加工轴类、盘类等回转体零件。通过数控加工 程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、 扩孔、铰孔等工作。车削中心可在一次装夹中完成更多的加工工序,提高加工精度和生产效率,特别适合于复杂形 状回转类零件的加工。 一、 辅助功能 M 代码 辅助功能由地址字 M 和其后的一或两位数字组成,主要用于控制零件程序的走向, 以及机床各种辅助功能的开关动作。M 功能有非模态 M 功能和模态 M 功能二种形式。 非模态 M 功能 (当段有效代码) :只在书写了该代码的程序段中有效; 模态 M 功能(续效代码):一组可相互注销的 M 功能,这些功能在被同一组的另一 个功能注销前一直有效。模态 M 功能组中包含一个缺省功能(见表.1),系统上电时将 被初始化为该功能。另外,M 功能还可分为前作用 M 功能和后作用 M 功能二类。 前作用 M 功能:在程序段编制的轴运动之前执行; 后作用 M 功能:在程序段编制的轴运动之后执行。 华中世纪星 HNC-21T 数控装置 M 指令功能如表 6.3 所示: 表 6.3 M 代码及功能 代 码 模态 功 能 说 明 代 码 模态 功 能 说 明 M00 非模态 程序停止 M03 模态 主轴正转起动 M02 非模态 程序结束 M04 模态 主轴反转起动 M30 非模态 程序结束并返 回程序起点 M05 模态 主轴停止转动 M07 模态 切削液打开 M98 非模态 调用子程序 M08 模态 切削液打开 M99 非模态 子程序结束 M09 模态 切削液停止 其中: M00、M02、M30、M98、M99 用于控制零件程序的走向,是 CNC 内定的辅助功能, 不由机床制造商设计决定,也就是说,与 PLC 程序无关; 其余 M 代码用于机床各种辅助功能的开关动作,其功能不由 CNC 内定,而是由 PLC 程序指定,所以有可能因机床制造厂不同而有差异(表内为标准 PLC 指定的功能),请使 用者参考机床说明书。 1.CNC 内定的辅助功能 (1) 程序暂停 M00 当 CNC 执行到 M00 指令时,将暂停执行当前程序,以方便操作者进行刀具和工件 的尺寸测量、工件调头、手动变速等操作。 暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序, 重按操作面板上的“循环启动”键。 M00 为非模态后作用 M 功能。 (2) 程序结束 M02 M02 一般放在主程序的最后一个程序段中。当 CNC 执行到 M02 指令时,机床的主 轴、进给、冷却液全部停止,加工结束。使用 M02 的程序结束后,若要重新执行该程 序,就得重新调用该程序, M02 为非模态后作用 M 功能。 (3) 程序结束并返回到零件程序头 M30