正在加载图片...
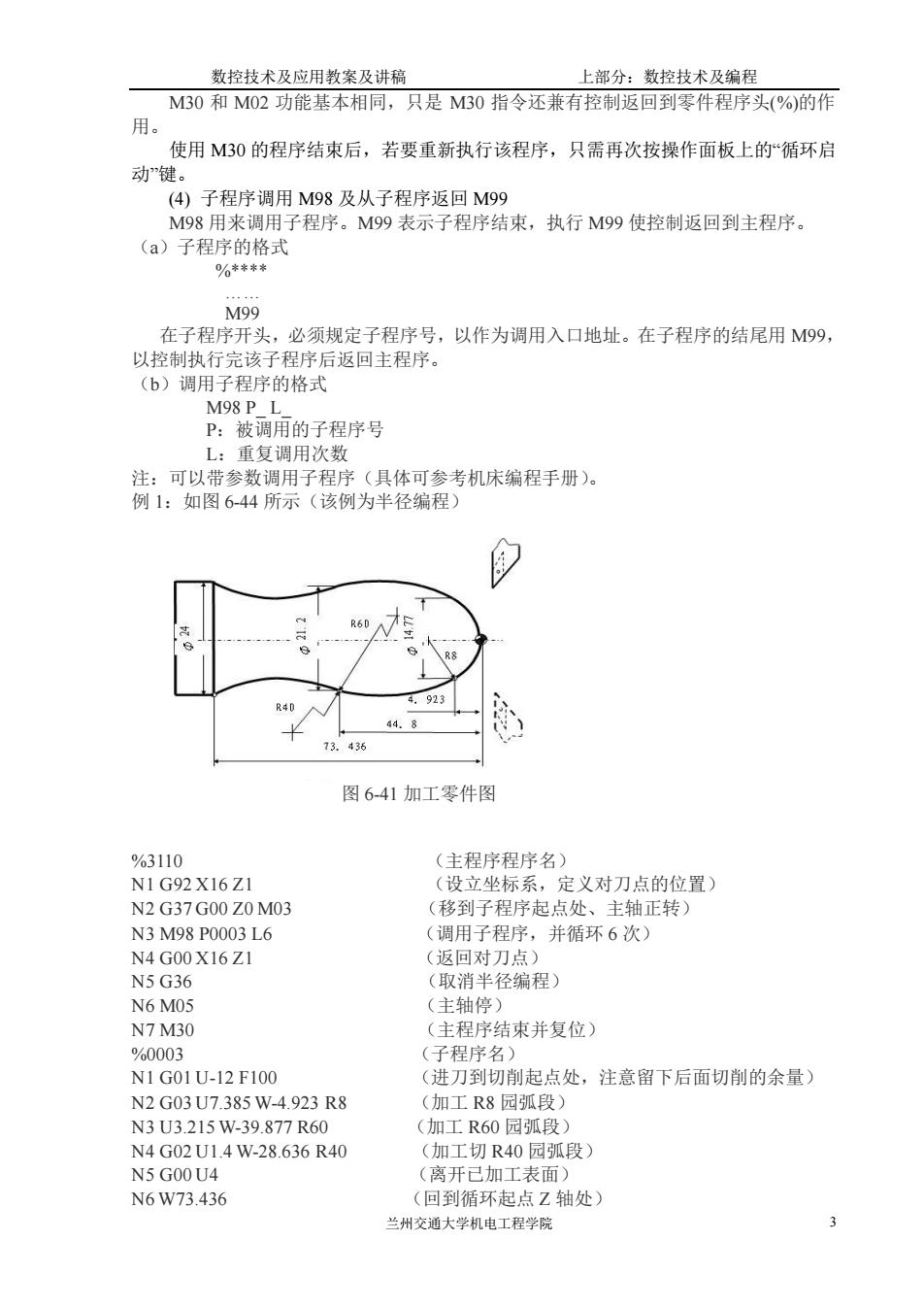
数控技术及应用教案及讲稿 上部分:数控技术及编程 M30和M02功能基本相同,只是M30指令还兼有控制返回到零件程序头(%)的作 用。 使用M30的程序结束后,若要重新执行该程序,只需再次按操作面板上的“循环启 动 (4)子程序调用M98及从子程序返回M99 M98用来调用子程序。M99表示子程序结束,执行M99使控制返回到主程序。 (a)子程序的格式 %*本本来 MoO 在子程序开头,必须规定子程序号,以作为调用入口地址。在子程序的结尾用M99 以控制执行完该子程序后返回主程序。 (b)调用子程序的格式 M98 P P:被调用的子程序号 L:重复调用次数 注:可以带参数调用子程序(具体可参考机床编程手册)。 例1:如图6-44所示(该例为半径编程) R40 .923 4d.8 13.436 图6-41加工零件图 %3110 (主程序程序名) NI G92X16ZI 定义对刀点的位置 N2G37G00Z0M03 N3M98P0003L6 (调用子程序,并循环6次) N4G00X16Z1 (返回对刀点) N5C36 (取消半径编程 N6M05 (主轴停 N7M30 (主程序结束并复位) %0003 (子程序名) N1G01U-12F100 (进刀到切削起点处,注意留下后面切削的余量》 N2G03U7.385W-4.923R8 (加工R8园弧段) (加工R60园弧段 N5 GOOU4 N6W73.436 (回到循环起点Z轴处 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 3 M30 和 M02 功能基本相同,只是 M30 指令还兼有控制返回到零件程序头(%)的作 用。 使用 M30 的程序结束后,若要重新执行该程序,只需再次按操作面板上的“循环启 动”键。 (4) 子程序调用 M98 及从子程序返回 M99 M98 用来调用子程序。M99 表示子程序结束,执行 M99 使控制返回到主程序。 (a)子程序的格式 %**** …… M99 在子程序开头,必须规定子程序号,以作为调用入口地址。在子程序的结尾用 M99, 以控制执行完该子程序后返回主程序。 (b)调用子程序的格式 M98 P_ L_ P:被调用的子程序号 L:重复调用次数 注:可以带参数调用子程序(具体可参考机床编程手册)。 例 1:如图 6-44 所示(该例为半径编程) 图 6-41 加工零件图 %3110 (主程序程序名) N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置) N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转) N3 M98 P0003 L6 (调用子程序,并循环 6 次) N4 G00 X16 Z1 (返回对刀点) N5 G36 (取消半径编程) N6 M05 (主轴停) N7 M30 (主程序结束并复位) %0003 (子程序名) N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量) N2 G03 U7.385 W-4.923 R8 (加工 R8 园弧段) N3 U3.215 W-39.877 R60 (加工 R60 园弧段) N4 G02 U1.4 W-28.636 R40 (加工切 R40 园弧段) N5 G00 U4 (离开已加工表面) N6 W73.436 (回到循环起点 Z 轴处)