正在加载图片...
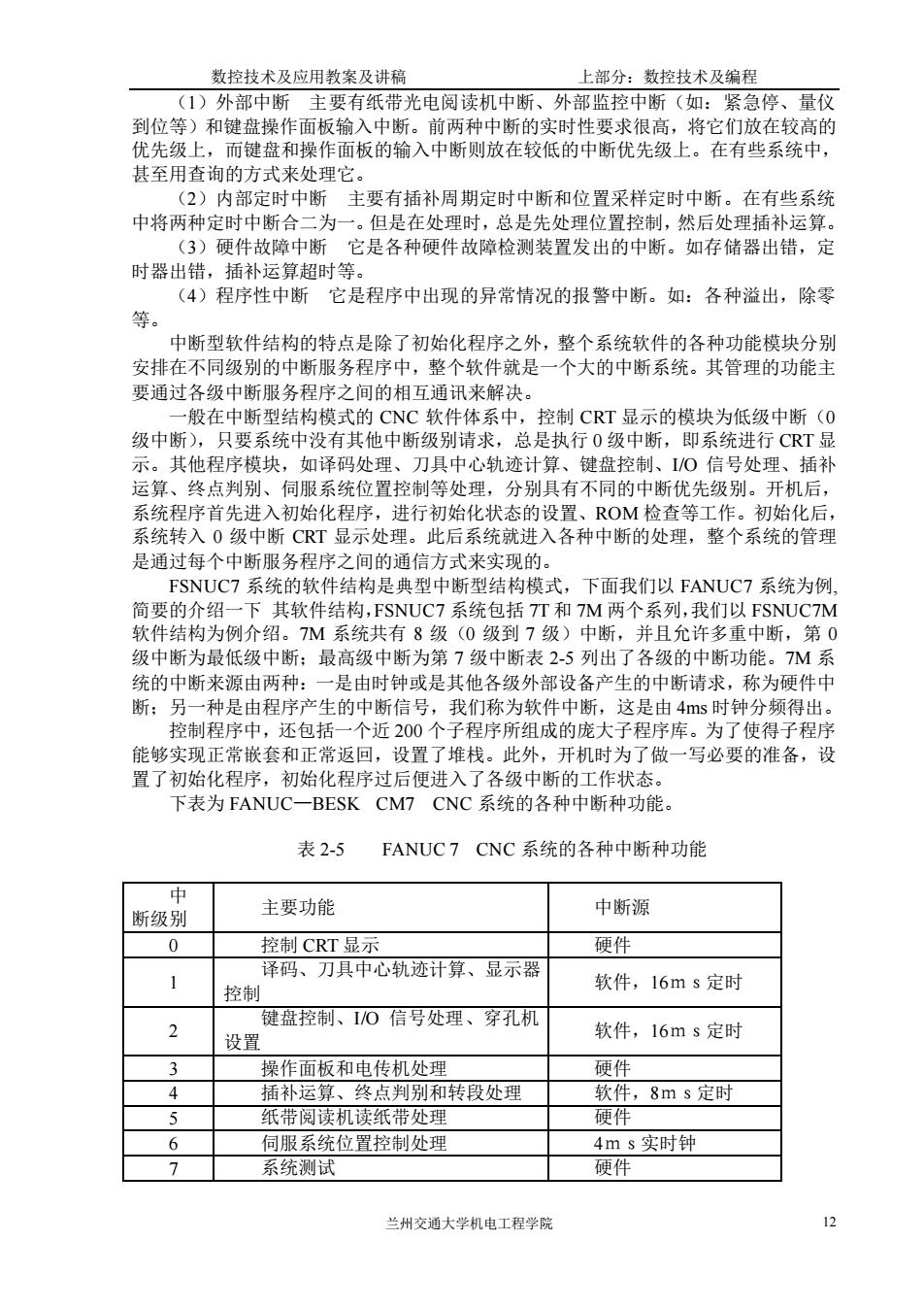
数控技术及应用教案及讲稿 上部分:数控技术及编程 (1)外部中断主要有纸带光电阅读机中断、外部监控中断(如:紧急停、量仪 到位等)和键盘操作面板输入中断。前两种中断的实时性要求很高,将它们放在较高的 先上 而键盘和操作面板的输入中断则放在较低的中断优先级上。在有些系统中 甚至用查询的方式来处理它: (2)内部定时中断主要有插补周期定时中断和位置采样定时中断。在有些系统 中将两种定时中断合二为一。但是在处理时,总是先处理位置控制,然后处理插补运算。 (3)硬件故意中断它是各种硬件故意拾测装智发出的中断。如存储器出错,定 时器出错,插补运算超时等。 (4)程序性中断它是程序中出现的异常情况的报警中断。如:各种溢出,除零 等。 中断型软件结构的特点是除了初始化程序之外,整个系统软件的各种功能模块分别 安排在不同级别的中断服务程序中,整个软件就是一个大的中断系统。其管理的功能主 要通过各级中断服务程序之间的相互通讯来解决。 般在中断型结构模式的 体系中 控制CRT显示的模块为低级中断(0 级中断 只要 系统中没有其他中断级别请求 总是执行0级中断,即系统 行CRT 示。其他程序模块,如译码处理、刀具中心轨迹计算、键盘控制、/O信号处理、插补 运算、终点判别、伺服系统位置控制等处理,分别具有不同的中断优先级别。开机后, 系统程序首先进入初始化程序,进行初始化状态的设置、ROM检查等工作。初始化后, 系统转入O级中断CRT显示处理。此后系统就进入各种中断的处理,整个系统的管理 是通过每个中断服务程序 间的通信方式来实现的 FSNUC7系统的软件结构是典型中断型结构模式,下面我们以FANUC7系统为例 简要的介绍一下其软件结构,FSNUC7系统包括TT和7M两个系列,我们以FSNUC7M 软件结构为例介绍。7M系统共有8级(0级到7级)中断,并且允许多重中断,第0 级中断为最低级中断:最高级中断为第7级中断表2-5列出了各级的中断功能。7M系 统的中断来源由两种 是由时钟或是其他各级外部设备产生的中断请求,称为硬件中 断:另一种是由程序产生的中断信号,我们称为软件中断,这是由4s时钟分频得出 控制程序中,还包括一个近200个子程序所组成的庞大子程序库。为了使得子程序 能够实现正常嵌套和正常返回,设置了堆栈。此外,开机时为了做一写必要的准备,设 置了初始化程序,初始化程序过后便进入了各级中断的工作状态。 下表为FANUC一BESK CM7CNC系统的各种中断种功能, 表2-5 FANUC 7 CNC系统的各种中断种功能 断级别 主要功能 中断源 0 控制CRT显示 硬件 1 译码、刀具中心轨迹计算、显示器 控制 软件,16ms定时 键盘控制、I/O后号处理、穿孔机 2 设置 软件,16ms定时 操作面板和电传机处理 硬件 插补运算、终点判别和转段处理 软件,8ms定时 纸带阅读机读纸带处 硬件 伺服系统位置控制处理 4ms实时钟 系统测试 硬件 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 12 (1)外部中断 主要有纸带光电阅读机中断、外部监控中断(如:紧急停、量仪 到位等)和键盘操作面板输入中断。前两种中断的实时性要求很高,将它们放在较高的 优先级上,而键盘和操作面板的输入中断则放在较低的中断优先级上。在有些系统中, 甚至用查询的方式来处理它。 (2)内部定时中断 主要有插补周期定时中断和位置采样定时中断。在有些系统 中将两种定时中断合二为一。但是在处理时,总是先处理位置控制,然后处理插补运算。 (3)硬件故障中断 它是各种硬件故障检测装置发出的中断。如存储器出错,定 时器出错,插补运算超时等。 (4)程序性中断 它是程序中出现的异常情况的报警中断。如:各种溢出,除零 等。 中断型软件结构的特点是除了初始化程序之外,整个系统软件的各种功能模块分别 安排在不同级别的中断服务程序中,整个软件就是一个大的中断系统。其管理的功能主 要通过各级中断服务程序之间的相互通讯来解决。 一般在中断型结构模式的 CNC 软件体系中,控制 CRT 显示的模块为低级中断(0 级中断),只要系统中没有其他中断级别请求,总是执行 0 级中断,即系统进行 CRT 显 示。其他程序模块,如译码处理、刀具中心轨迹计算、键盘控制、I/O 信号处理、插补 运算、终点判别、伺服系统位置控制等处理,分别具有不同的中断优先级别。开机后, 系统程序首先进入初始化程序,进行初始化状态的设置、ROM 检查等工作。初始化后, 系统转入 0 级中断 CRT 显示处理。此后系统就进入各种中断的处理,整个系统的管理 是通过每个中断服务程序之间的通信方式来实现的。 FSNUC7 系统的软件结构是典型中断型结构模式,下面我们以 FANUC7 系统为例, 简要的介绍一下 其软件结构,FSNUC7 系统包括 7T 和 7M 两个系列,我们以 FSNUC7M 软件结构为例介绍。7M 系统共有 8 级(0 级到 7 级)中断,并且允许多重中断,第 0 级中断为最低级中断;最高级中断为第 7 级中断表 2-5 列出了各级的中断功能。7M 系 统的中断来源由两种:一是由时钟或是其他各级外部设备产生的中断请求,称为硬件中 断;另一种是由程序产生的中断信号,我们称为软件中断,这是由 4ms 时钟分频得出。 控制程序中,还包括一个近 200 个子程序所组成的庞大子程序库。为了使得子程序 能够实现正常嵌套和正常返回,设置了堆栈。此外,开机时为了做一写必要的准备,设 置了初始化程序,初始化程序过后便进入了各级中断的工作状态。 下表为 FANUC—BESK CM7 CNC 系统的各种中断种功能。 表 2-5 FANUC 7 CNC 系统的各种中断种功能 中 断级别 主要功能 中断源 0 控制 CRT 显示 硬件 1 译码、刀具中心轨迹计算、显示器 控制 软件,16ms定时 2 键盘控制、I/O 信号处理、穿孔机 设置 软件,16ms定时 3 操作面板和电传机处理 硬件 4 插补运算、终点判别和转段处理 软件,8ms定时 5 纸带阅读机读纸带处理 硬件 6 伺服系统位置控制处理 4ms实时钟 7 系统测试 硬件