正在加载图片...
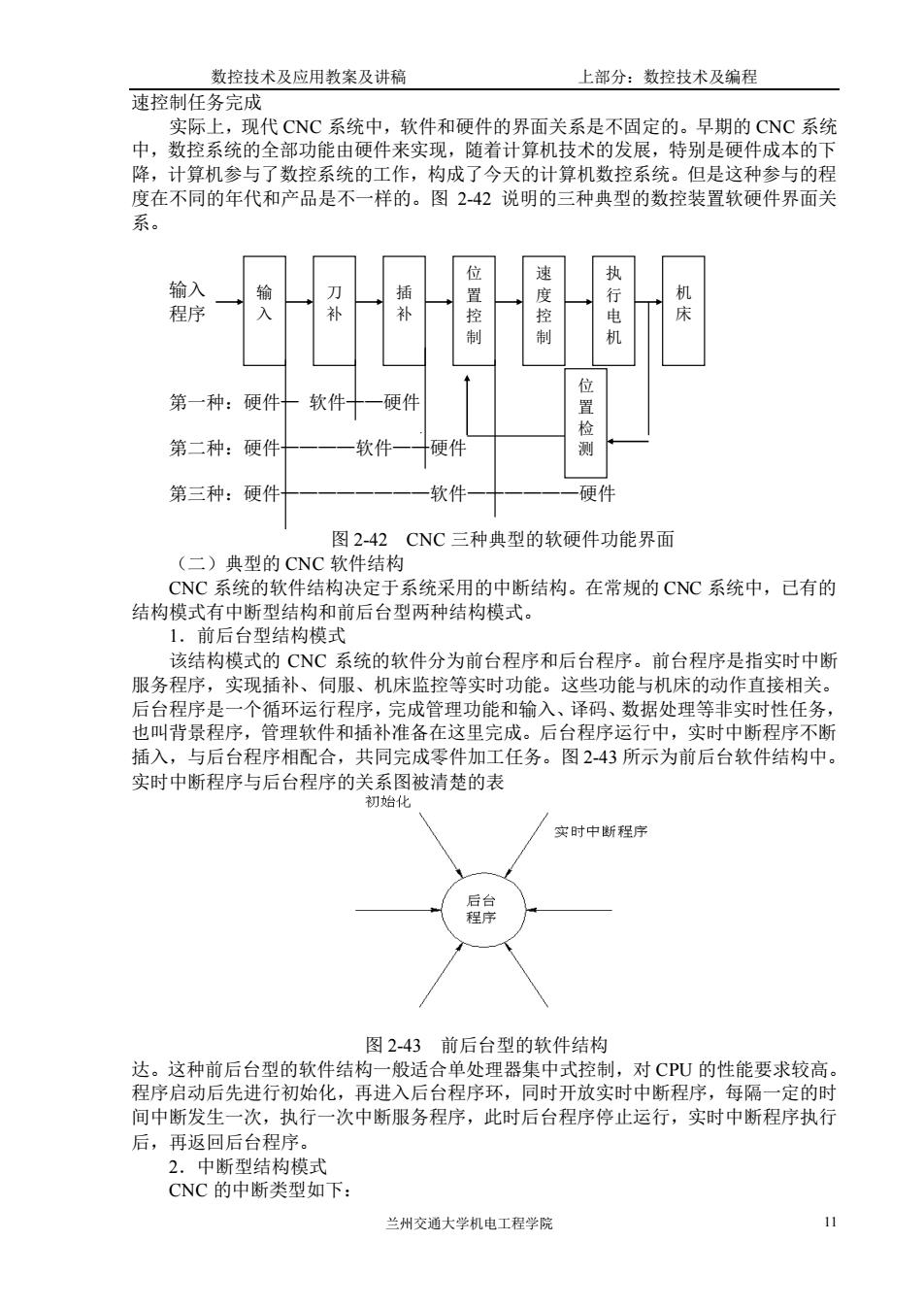
数控技术及应用教案及讲稿 上部分:数控技术及编程 速控制任务完成 实际上,现代CNC系统中,软件和硬件的界面关系是不固定的。早期的CNC系统 中,数控系统的全部功能由硬件来实现,随着计算机技术的发展,特别是硬件成本的下 计算机参与了数挡 系统的工作 构成了今天的计算机数控系统。但是这种参与 的程 度在不同的年代和产品是不一样的。图242说明的三种典型的数控装置软硬件界面 系。 第一种:硬件软件十一硬件 第二种:硬件 一软件一硬件 第三种:硬件 -软件 —硬件 图2-42CNC三种典型的软硬件功能界面 (二)典型的CNC软件结构 CNC系统的软件结构决定于系统采用的中断结构。在常规的CNC系统中,己有的 结构模式有中断型结构和前后台型两种结构模式。 1.前后台型结构模式 该结构模式的CNC系统的软件分为前台程序和后台程序。前台程序是指实时中断 服务程序 实现插补、伺服、机床监控等实时功能。 这些功能与机床的动作直接相关 后台程序是 一个循环运行程序,完成管理功能和输入、译码、数据处理等非实时性任务 也叫背景程序,管理软件和插补准备在这里完成。后台程序运行中,实时中断程序不断 插入,与后台程序相配合,共同完成零件加工任务。图243所示为前后台软件结构中。 实时中断程序与后台程序的关系图被清楚的表 初始化 实时中断程序 屋异 图2-43前后台型的软件结构 达。这种前后台型的软件结构一般适合单处理器集中式控制,对CU的性能要求较高 程序启动后先进行初始化,再进入后台程序环,同时开放实时中断程序,每隔 定的时 间中断发生一次,执行 一次中断服务程序,此时后台程序停止运行,实时中断程序执行 后,再返回后台程序。 2.中断型结构模式 CNC的中断类型如下: 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 11 速控制任务完成 实际上,现代 CNC 系统中,软件和硬件的界面关系是不固定的。早期的 CNC 系统 中,数控系统的全部功能由硬件来实现,随着计算机技术的发展,特别是硬件成本的下 降,计算机参与了数控系统的工作,构成了今天的计算机数控系统。但是这种参与的程 度在不同的年代和产品是不一样的。图 2-42 说明的三种典型的数控装置软硬件界面关 系。 输入 程序 第一种:硬件— 软件——硬件 第二种:硬件————软件——硬件 第三种:硬件————————软件——————硬件 图 2-42 CNC 三种典型的软硬件功能界面 (二)典型的 CNC 软件结构 CNC 系统的软件结构决定于系统采用的中断结构。在常规的 CNC 系统中,已有的 结构模式有中断型结构和前后台型两种结构模式。 1.前后台型结构模式 该结构模式的 CNC 系统的软件分为前台程序和后台程序。前台程序是指实时中断 服务程序,实现插补、伺服、机床监控等实时功能。这些功能与机床的动作直接相关。 后台程序是一个循环运行程序,完成管理功能和输入、译码、数据处理等非实时性任务, 也叫背景程序,管理软件和插补准备在这里完成。后台程序运行中,实时中断程序不断 插入,与后台程序相配合,共同完成零件加工任务。图 2-43 所示为前后台软件结构中。 实时中断程序与后台程序的关系图被清楚的表 图 2-43 前后台型的软件结构 达。这种前后台型的软件结构一般适合单处理器集中式控制,对 CPU 的性能要求较高。 程序启动后先进行初始化,再进入后台程序环,同时开放实时中断程序,每隔一定的时 间中断发生一次,执行一次中断服务程序,此时后台程序停止运行,实时中断程序执行 后,再返回后台程序。 2.中断型结构模式 CNC 的中断类型如下: 输 入 刀 补 插 补 位 置 控 制 速 度 控 制 执 行 电 机 机 床 位 置 检 测