正在加载图片...
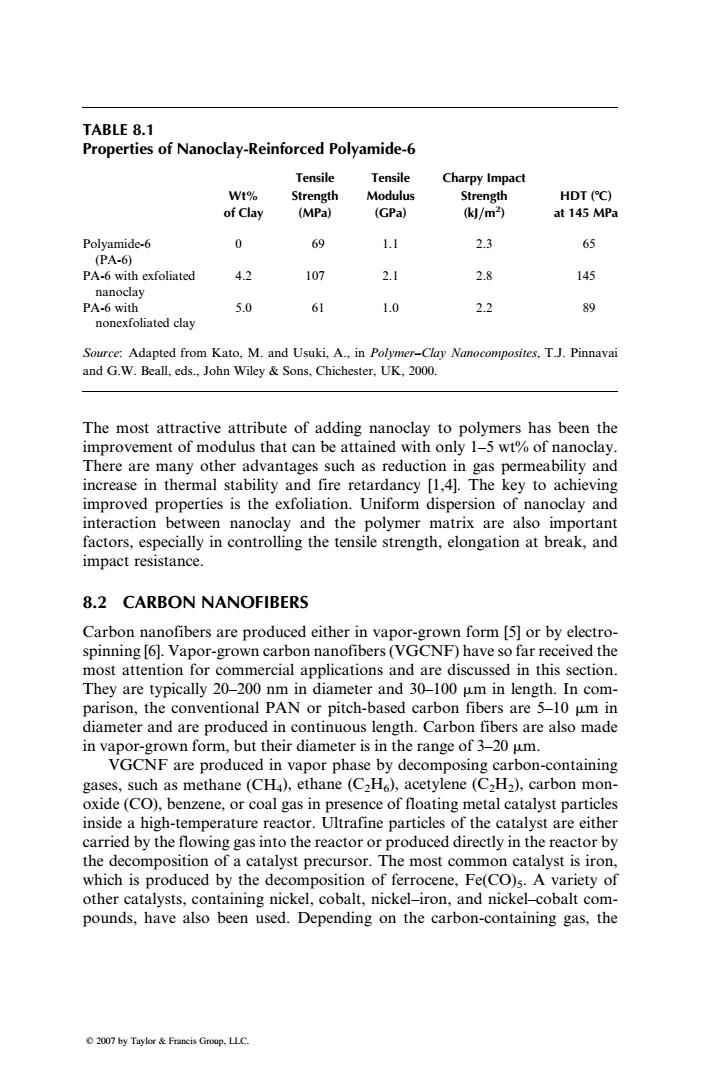
TABLE 8.1 Properties of Nanoclay-Reinforced Polyamide-6 Tensile Tensile Charpy Impact Wt% Strength Modulus Strength HDT (C) of Clay (MPa) (GPa) k/m2) at 145 MPa Polyamide-6 0 69 1.1 2.3 65 (PA-6 PA-6 with exfoliated 4.2 107 2.1 2.8 145 nanoclay PA-6 with 5.0 61 1.0 2.2 89 nonexfoliated clay Source:Adapted from Kato,M.and Usuki,A.,in Polymer-Clay Nanocomposites,T.J.Pinnavai and G.W.Beall,eds.,John Wiley Sons,Chichester,UK,2000. The most attractive attribute of adding nanoclay to polymers has been the improvement of modulus that can be attained with only 1-5 wt%of nanoclay. There are many other advantages such as reduction in gas permeability and increase in thermal stability and fire retardancy [1,4].The key to achieving improved properties is the exfoliation.Uniform dispersion of nanoclay and interaction between nanoclay and the polymer matrix are also important factors,especially in controlling the tensile strength,elongation at break,and impact resistance. 8.2 CARBON NANOFIBERS Carbon nanofibers are produced either in vapor-grown form [5]or by electro- spinning [6].Vapor-grown carbon nanofibers(VGCNF)have so far received the most attention for commercial applications and are discussed in this section. They are typically 20-200 nm in diameter and 30-100 um in length.In com- parison,the conventional PAN or pitch-based carbon fibers are 5-10 um in diameter and are produced in continuous length.Carbon fibers are also made in vapor-grown form,but their diameter is in the range of 3-20 um. VGCNF are produced in vapor phase by decomposing carbon-containing gases,such as methane(CH4),ethane(C2H6),acetylene (C2H2),carbon mon- oxide(CO),benzene,or coal gas in presence of floating metal catalyst particles inside a high-temperature reactor.Ultrafine particles of the catalyst are either carried by the flowing gas into the reactor or produced directly in the reactor by the decomposition of a catalyst precursor.The most common catalyst is iron, which is produced by the decomposition of ferrocene,Fe(CO)s.A variety of other catalysts,containing nickel,cobalt,nickel-iron,and nickel-cobalt com- pounds,have also been used.Depending on the carbon-containing gas,the 2007 by Taylor&Francis Group.LLC.The most attractive attribute of adding nanoclay to polymers has been the improvement of modulus that can be attained with only 1–5 wt% of nanoclay. There are many other advantages such as reduction in gas permeability and increase in thermal stability and fire retardancy [1,4]. The key to achieving improved properties is the exfoliation. Uniform dispersion of nanoclay and interaction between nanoclay and the polymer matrix are also important factors, especially in controlling the tensile strength, elongation at break, and impact resistance. 8.2 CARBON NANOFIBERS Carbon nanofibers are produced either in vapor-grown form [5] or by electrospinning [6]. Vapor-grown carbon nanofibers (VGCNF) have so far received the most attention for commercial applications and are discussed in this section. They are typically 20–200 nm in diameter and 30–100 mm in length. In comparison, the conventional PAN or pitch-based carbon fibers are 5–10 mm in diameter and are produced in continuous length. Carbon fibers are also made in vapor-grown form, but their diameter is in the range of 3–20 mm. VGCNF are produced in vapor phase by decomposing carbon-containing gases, such as methane (CH4), ethane (C2H6), acetylene (C2H2), carbon monoxide (CO), benzene, or coal gas in presence of floating metal catalyst particles inside a high-temperature reactor. Ultrafine particles of the catalyst are either carried by the flowing gas into the reactor or produced directly in the reactor by the decomposition of a catalyst precursor. The most common catalyst is iron, which is produced by the decomposition of ferrocene, Fe(CO)5. A variety of other catalysts, containing nickel, cobalt, nickel–iron, and nickel–cobalt compounds, have also been used. Depending on the carbon-containing gas, the TABLE 8.1 Properties of Nanoclay-Reinforced Polyamide-6 Wt% of Clay Tensile Strength (MPa) Tensile Modulus (GPa) Charpy Impact Strength (kJ=m2 ) HDT (8C) at 145 MPa Polyamide-6 (PA-6) 0 69 1.1 2.3 65 PA-6 with exfoliated nanoclay 4.2 107 2.1 2.8 145 PA-6 with nonexfoliated clay 5.0 61 1.0 2.2 89 Source: Adapted from Kato, M. and Usuki, A., in Polymer–Clay Nanocomposites, T.J. Pinnavai and G.W. Beall, eds., John Wiley & Sons, Chichester, UK, 2000. 2007 by Taylor & Francis Group, LLC