正在加载图片...
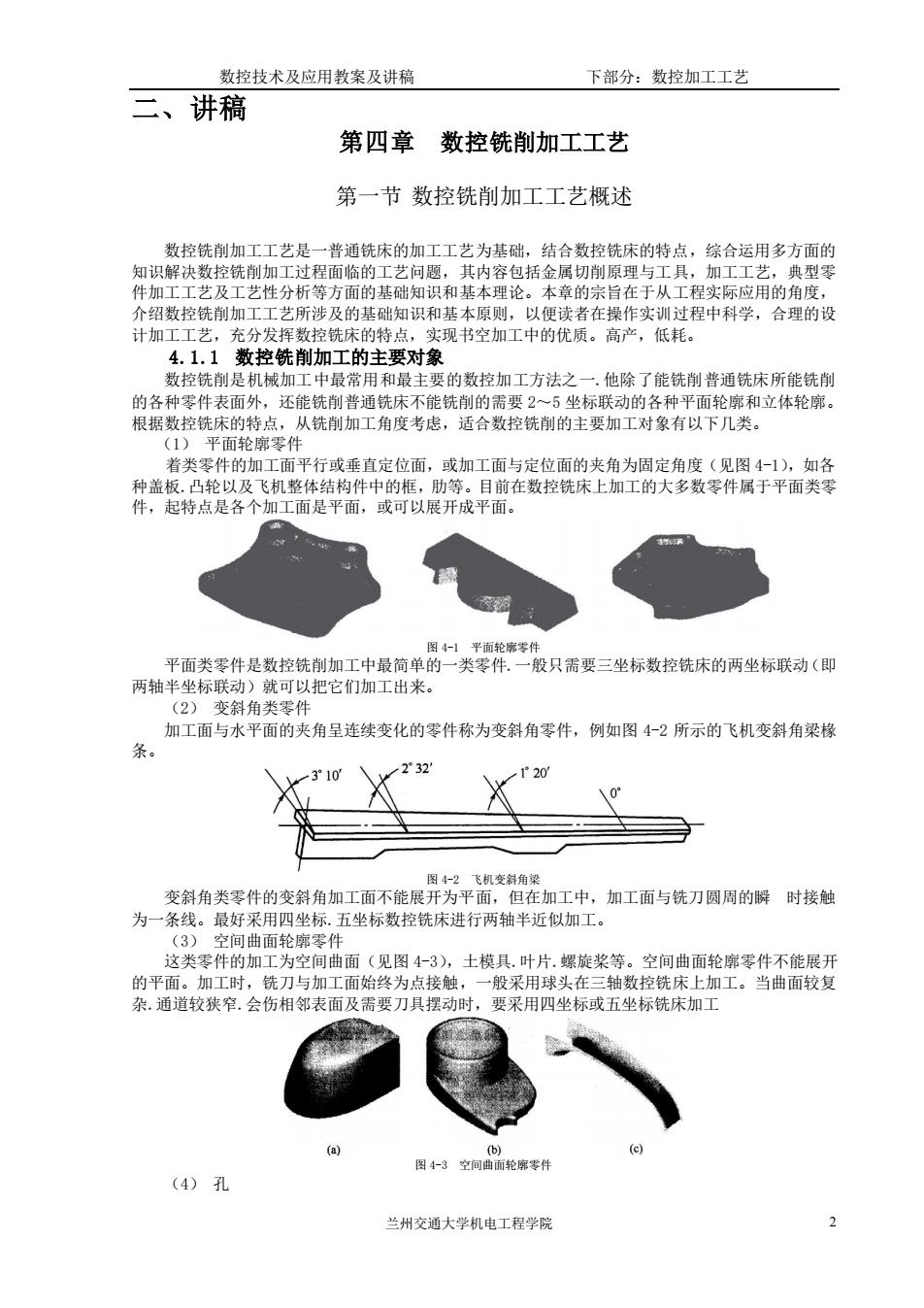
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第四章数控铣削加工工艺 第一节数控铣削加工工艺概述 数控铁削加工工艺是一酱通铁床的加T工艺为基结合数控铣床的特点缘合运用多方面的 切在从是程实际应用的角度 介绍数控铣削加工工艺所涉及的基础知识和基本原则,以便读者在操作实训过程中科学,合理的设 计加工工艺,充分发挥数控铣床的特点,实现书空加工中的优质。高产,低耗。 4.1.1数控铣削加工的主要对象 数控铣削是机械加工中最常用和最主要的数控加工方法之一,他除了能铣削普通铣床所能铣削 的各种零件表面外,还能铣削普通铣床不能铣制的需要2一5坐标联动的各种平面轮廓和立体轮廓。 根据数控铣床的特点,从铣削加工角度考虑,适合数控铣削的主要加工对象有以下几类。 (1)平面轮序零件 着类零件的加工面平行或垂直定位面,或加工面与定位面的夹角为固定角度(见图4-1),如各 种盖板,凸轮以及飞机整体结构件中的框,肋等。目前在数控铣床上加工的大多数零件属于平面类零 件,起特点是各个加工面是平面,或可以展开成平面。 国1平面轮零件 平面类零件是数控统削加工中最简单的一类零件。一般只需要三坐标数控铣床的两坐标联动(即 两轴半坐标联动)就可以把它们加工出来。 (2)变斜角类零件 加工面与水平面的夹角呈连续变化的零件称为变斜角零件,例如图42所示的飞机变斜角梁椽 条。 310 232 r20 X 图4-2飞机变斜角 变斜角类零件的变斜角加工面不能展开为平面,但在加工中,加工面与铣刀圆周的瞬时接触 为一条线。最好采用四坐标.五坐标数控铣床进行两轴半近似加工。 这关空间曲面轮司曲顶《见图43,土模具叶片螺旋浆等:客间曲面轮密零件不能展文 动时 要采用四坐标或五坐标铣床加 图+3空间曲而轮原零件 (4)孔 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第四章 数控铣削加工工艺 第一节 数控铣削加工工艺概述 数控铣削加工工艺是一普通铣床的加工工艺为基础,结合数控铣床的特点,综合运用多方面的 知识解决数控铣削加工过程面临的工艺问题,其内容包括金属切削原理与工具,加工工艺,典型零 件加工工艺及工艺性分析等方面的基础知识和基本理论。本章的宗旨在于从工程实际应用的角度, 介绍数控铣削加工工艺所涉及的基础知识和基本原则,以便读者在操作实训过程中科学,合理的设 计加工工艺,充分发挥数控铣床的特点,实现书空加工中的优质。高产,低耗。 4.1.1 数控铣削加工的主要对象 数控铣削是机械加工中最常用和最主要的数控加工方法之一.他除了能铣削普通铣床所能铣削 的各种零件表面外,还能铣削普通铣床不能铣削的需要 2~5 坐标联动的各种平面轮廓和立体轮廓。 根据数控铣床的特点,从铣削加工角度考虑,适合数控铣削的主要加工对象有以下几类。 (1) 平面轮廓零件 着类零件的加工面平行或垂直定位面,或加工面与定位面的夹角为固定角度(见图 4-1),如各 种盖板.凸轮以及飞机整体结构件中的框,肋等。目前在数控铣床上加工的大多数零件属于平面类零 件,起特点是各个加工面是平面,或可以展开成平面。 图 4-1 平面轮廓零件 平面类零件是数控铣削加工中最简单的一类零件.一般只需要三坐标数控铣床的两坐标联动(即 两轴半坐标联动)就可以把它们加工出来。 (2) 变斜角类零件 加工面与水平面的夹角呈连续变化的零件称为变斜角零件,例如图 4-2 所示的飞机变斜角梁椽 条。 图 4-2 飞机变斜角梁 变斜角类零件的变斜角加工面不能展开为平面,但在加工中,加工面与铣刀圆周的瞬 时接触 为一条线。最好采用四坐标.五坐标数控铣床进行两轴半近似加工。 (3) 空间曲面轮廓零件 这类零件的加工为空间曲面(见图 4-3),土模具.叶片.螺旋桨等。空间曲面轮廓零件不能展开 的平面。加工时,铣刀与加工面始终为点接触,一般采用球头在三轴数控铣床上加工。当曲面较复 杂.通道较狭窄.会伤相邻表面及需要刀具摆动时,要采用四坐标或五坐标铣床加工 图 4-3 空间曲面轮廓零件 (4) 孔