正在加载图片...
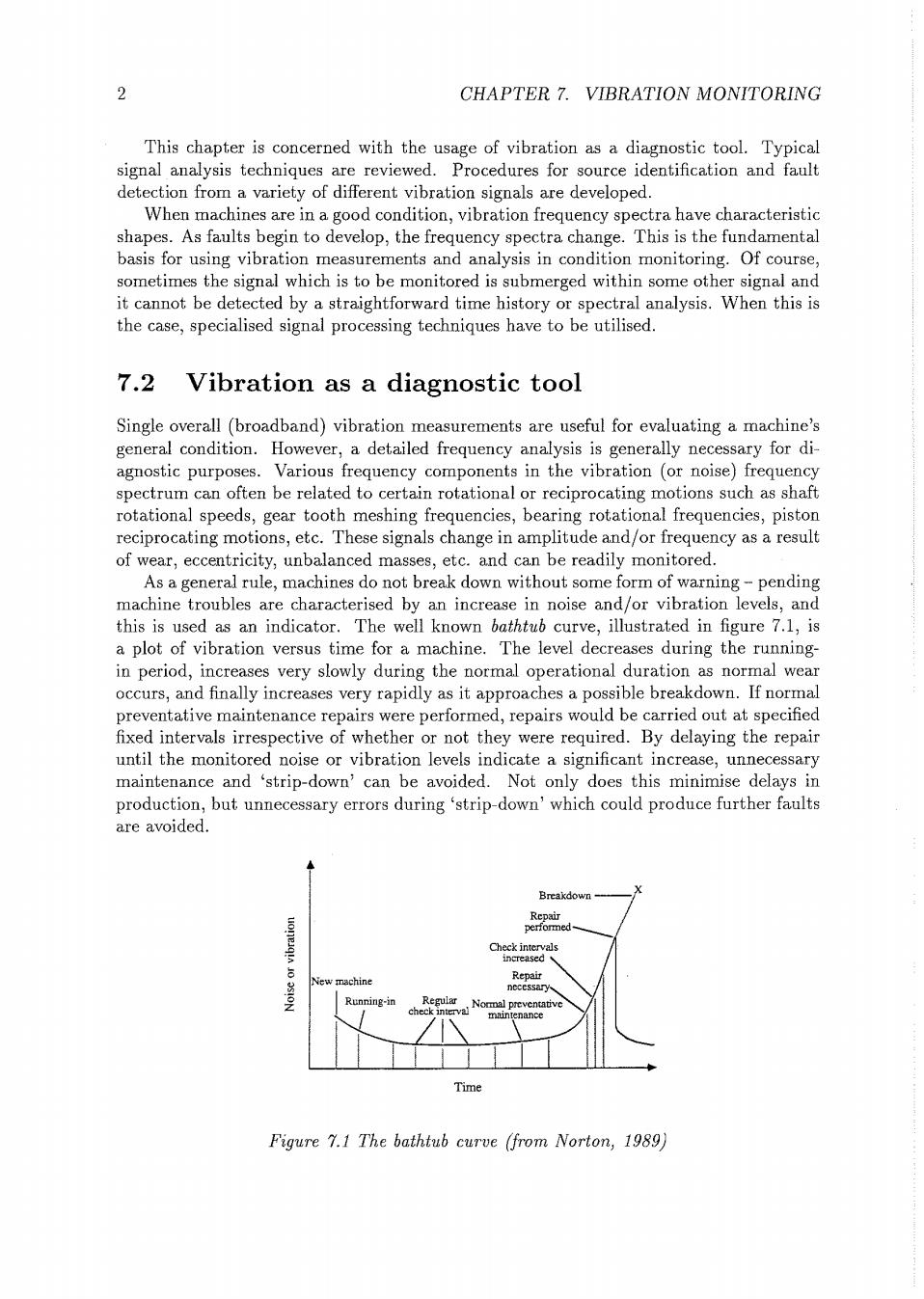
2 CHAPTER 7.VIBRATION MONITORING This chapter is concerned with the usage of vibration as a diagnostic tool.Typical signal analysis techniques are reviewed.Procedures for source identification and fault detection from a variety of different vibration signals are developed. When machines are in a good condition,vibration frequency spectra have characteristic shapes.As faults begin to develop,the frequency spectra change.This is the fundamental basis for using vibration measurements and analysis in condition monitoring.Of course, sometimes the signal which is to be monitored is submerged within some other signal and it cannot be detected by a straightforward time history or spectral analysis.When this is the case,specialised signal processing techniques have to be utilised. 7.2 Vibration as a diagnostic tool Single overall(broadband)vibration measurements are useful for evaluating a machine's general condition.However,a detailed frequency analysis is generally necessary for di- agnostic purposes.Various frequency components in the vibration (or noise)frequency spectrum can often be related to certain rotational or reciprocating motions such as shaft rotational speeds,gear tooth meshing frequencies,bearing rotational frequencies,piston reciprocating motions,etc.These signals change in amplitude and/or frequency as a result of wear,eccentricity,unbalanced masses,etc.and can be readily monitored. As a general rule,machines do not break down without some form of warning-pending machine troubles are characterised by an increase in noise and/or vibration levels,and this is used as an indicator.The well known bathtub curve,illustrated in figure 7.1,is a plot of vibration versus time for a machine.The level decreases during the running- in period,increases very slowly during the normal operational duration as normal wear occurs,and finally increases very rapidly as it approaches a possible breakdown.If normal preventative maintenance repairs were performed,repairs would be carried out at specified fixed intervals irrespective of whether or not they were required.By delaying the repair until the monitored noise or vibration levels indicate a significant increase,unnecessary maintenance and 'strip-down'can be avoided.Not only does this minimise delays in production,but unnecessary errors during 'strip-down'which could produce further faults are avoided. Breakdown Repair performed Check intervals increased、 New machine Repair necessary Running-in check interval main enance Time Figure 7.1 The bathtub curve (from Norton,1989)